项目三 单一固定循环 G90任务一:G90 编程指令(2 课时)【教学目标】1.知识目标:了解 G90 编程的特点,掌握 G90 的编程
2.技能目标:用 G90 编写外圆轴的加工程序
【教学重点】 G90 指令格式、G90 编程要点、圆柱和圆锥切削循环的理解【教学难点】G90 编程要点、圆锥切削循环 R 的计算【教学方法】 多媒体课件放映、讲述;生本与项目式教学相结合、举例法【前置作业】什么是 G90 指令
G90 指令格式是什么
【新课导入】 如何在编写程序时省去一些不必要的书写
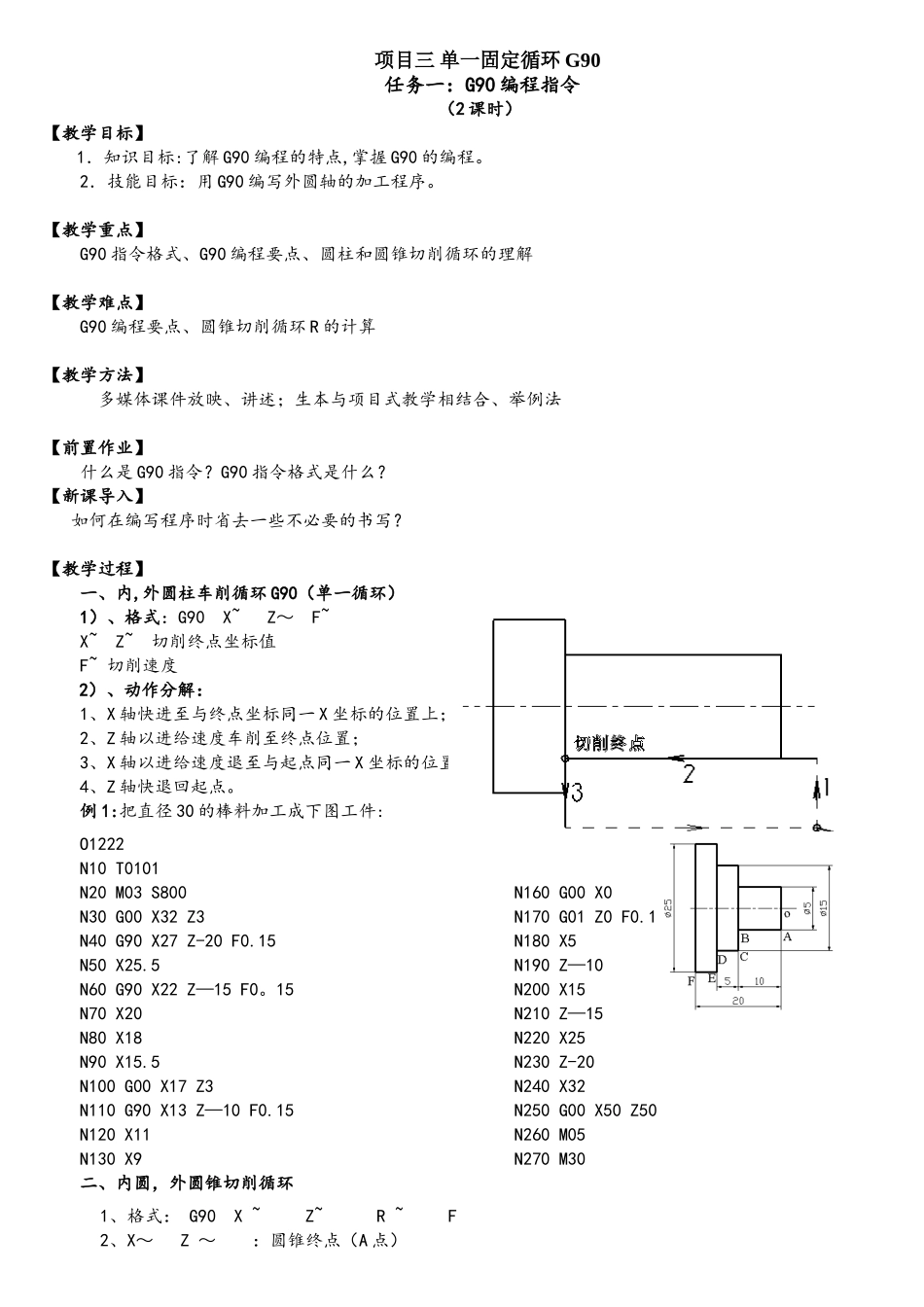
【教学过程】一、内,外圆柱车削循环 G90(单一循环)1)、格式:G90 X~ Z~ F~X~ Z~ 切削终点坐标值F~ 切削速度2)、动作分解:1、X 轴快进至与终点坐标同一 X 坐标的位置上;2、Z 轴以进给速度车削至终点位置;3、X 轴以进给速度退至与起点同一 X 坐标的位置;4、Z 轴快退回起点
例 1:把直径 30 的棒料加工成下图工件:O1222 N10 T0101 N20 M03 S800N30 G00 X32 Z3N40 G90 X27 Z-20 F0
15N50 X25
5N60 G90 X22 Z—15 F0
15N70 X20N80 X18N90 X15
5N100 G00 X17 Z3N110 G90 X13 Z—10 F0
15N120 X11N130 X9N140 X7N150 X5
5N160 G00 X0N170 G01 Z0 F0
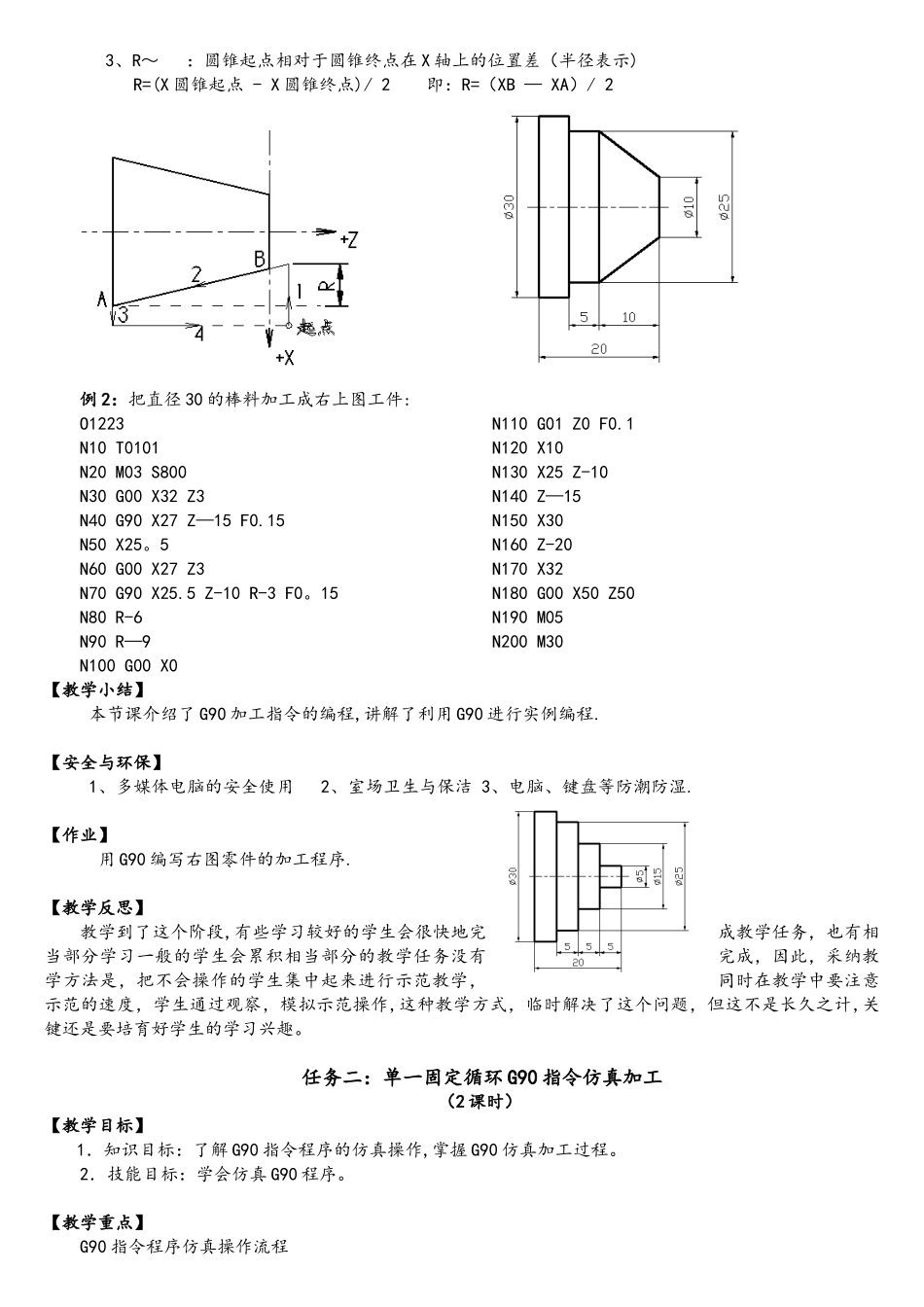
1N180 X5N190 Z—10N200 X15N210 Z—15N220 X25N230 Z-20N240 X32N250 G00 X50 Z50N260 M05N270 M30二、内圆,外圆锥切削循环1、格式: G90 X ~ Z~ R ~ F2、X~ Z ~ :圆锥终点(A 点) 3、R~ :圆锥起点相对于圆锥终点在 X