The Workmanship for Crimping打端子基本工艺要求Edited byAuthorApproved byRevision:Copyright © Tyco Electronics
All rights reserved
1目的建立打端子外观检验标准,使外观检验与判定更加标准化,法律规范化,更好满足品质控制与客户的需要
2适用范围本文适用于经过打端子压接后导体、线材和端子状态的检验, 也适用于生产操作指导
3参考文件A
410-5783 Crimp Theory for Quality Terminations Rev
IPC-A-610 Acceptability of Electronics Assemblies Rev
MWS-1196 Cable Manufacture & Test SpecificationD
10000-0031 PVC线端子加工检查规格 Rev
7 4 定义4
1 除特别规定外,目检时应用正常视力,在自然的光线下对产品或所抽取 的样品进行检验
2 除特别规定外,对于长度的测量应采纳精度达0
02mm以上的测量工具, 如游标卡尺,千分卡尺,显微镜等
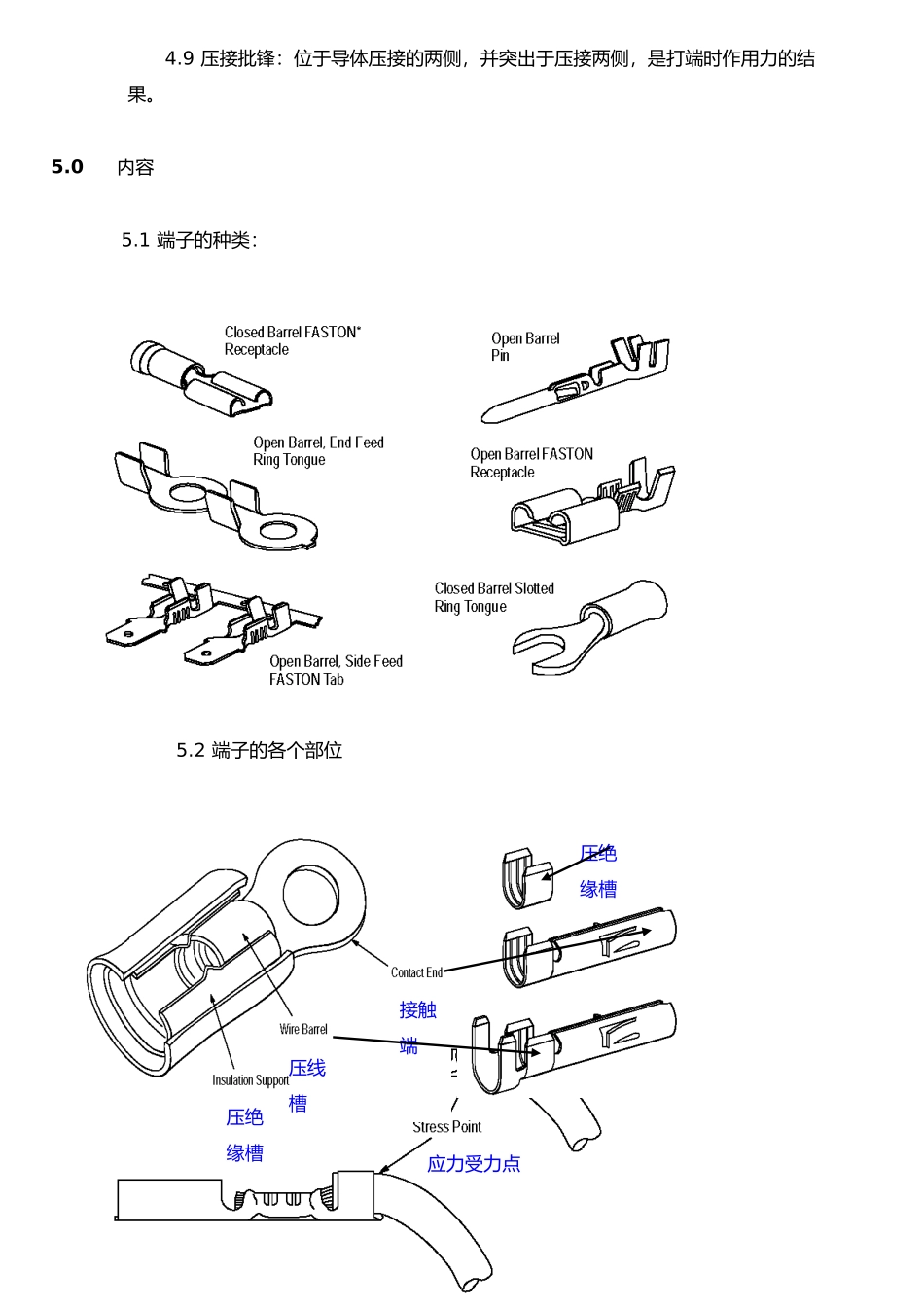
3 导体压接:端子与线材导体相连接的压接部位,是实现低阻抗,高电流传导的关键部位
4 绝缘压接:端子与线材绝缘相连接的压接部位,是提供端子使用时的固定和防震作用的部位
5 压接喇叭口:呈漏斗状(或喇叭状),位于导体压接处的两端,起防止损伤或划断铜丝的作用
6 导体突出:导体突出于导体压接部位的剩余部分,起确定导体是否完全充入端子的压接部位
同时,也是影响端子拉力和防止出现电气不良的关键部位
7 端子切口:突出于端子头部或尾部,是证明当端子从端子盘或其它整体单个切下来时是否发生损伤或缺失的依据
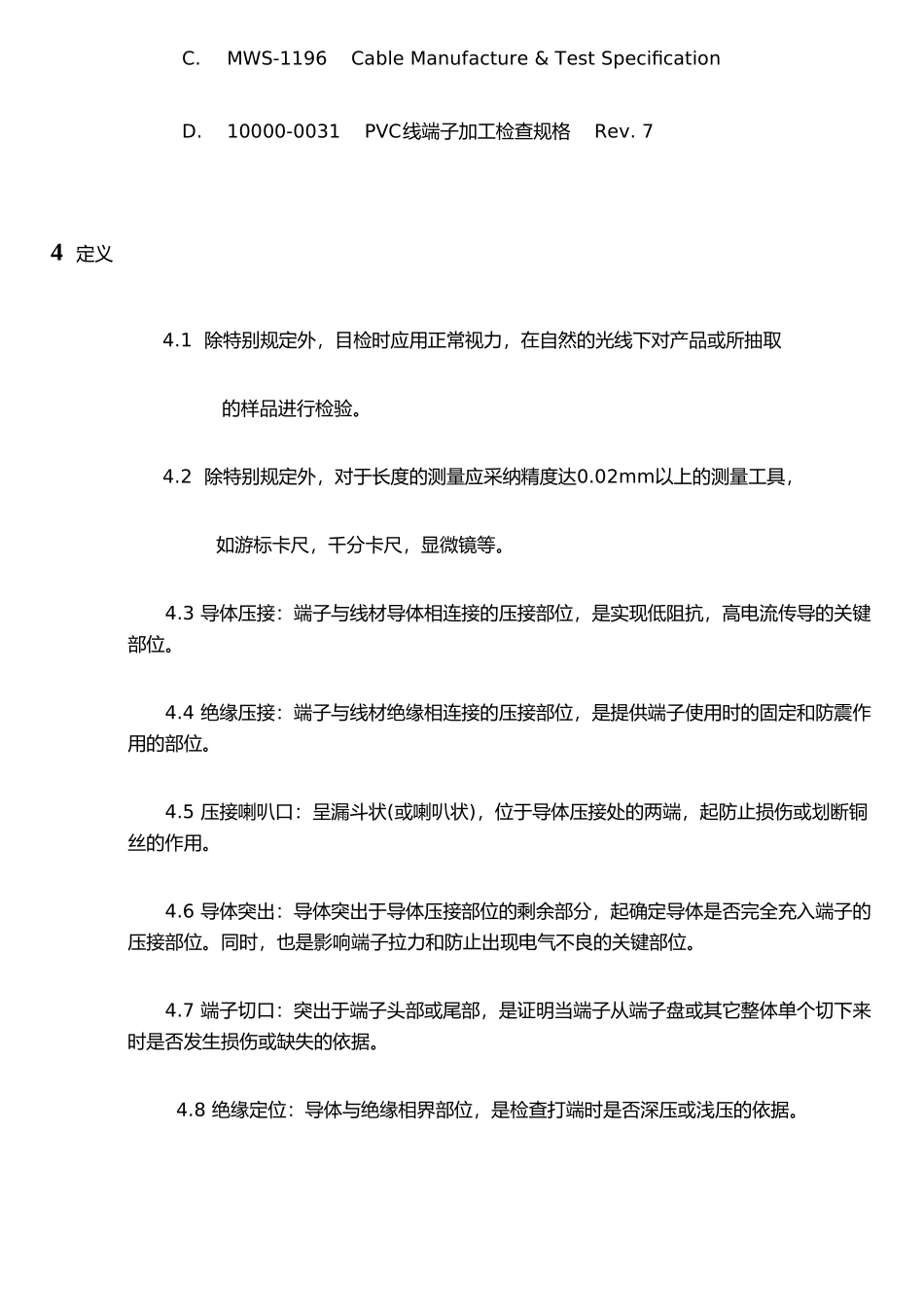
8 绝缘定位:导体与绝缘相界部位,是