西 南 林 业 大 学《木材加工工艺学》课程设计说明书 学 院:材料工程学院 专 业:木材科学与工程 班 级: ******** 学 号:********** 姓 名:***指导老师:邓启平 2025 年6月 1 9日 一、工艺设计得依据1、设计任务:设计一年加工1 7 万件张实木靠背椅生产车间,确定原材料及用量;制定生产得工艺过程(从配料到获得产品);通过计算选取加工设备,确定生产面积;进行设备车间布置,并绘制车间布置图
2、产品及结构:制品材料:坐面面板采纳集成材即胶合木(Gl u ed Lami nat e d T i mbe r 简称 Glu l am),与木质工字梁,单板层积材同为三种主要得工程材产品之一
集成材也就就是实木,有时也称作指接板,可以用木蜡油进行涂刷,防止变形
其余部分采纳实木
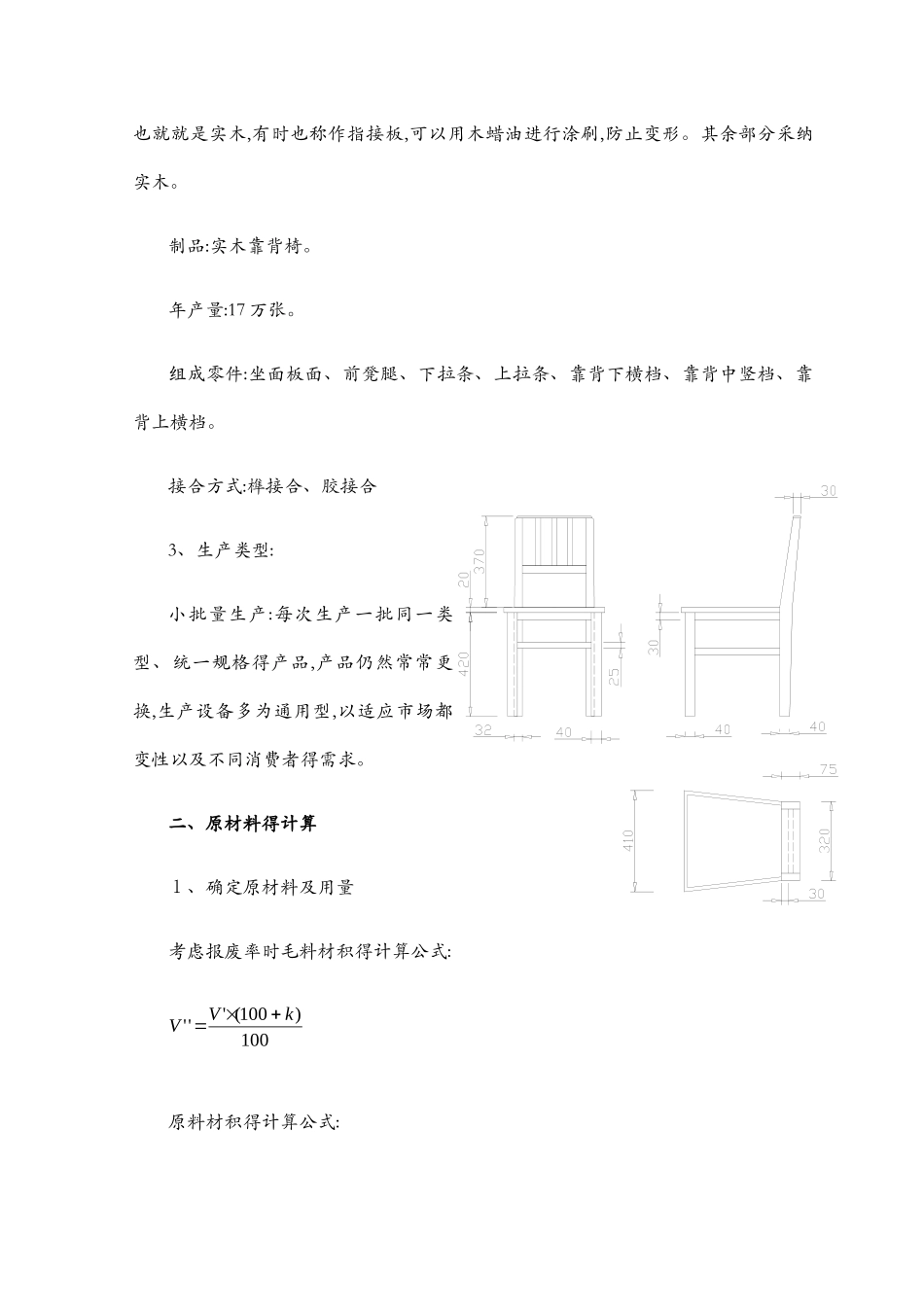
制品:实木靠背椅
年产量:17 万张
组成零件:坐面板面、前凳腿、下拉条、上拉条、靠背下横档、靠背中竖档、靠背上横档
接合方式:榫接合、胶接合3、生产类型:小批量生产:每次生产一批同一类型、统一规格得产品,产品仍然常常更换,生产设备多为通用型,以适应市场都变性以及不同消费者得需求
二、原材料得计算1、确定原材料及用量考虑报废率时毛料材积得计算公式:原料材积得计算公式:100)100('''kVV原料净出材率得计算:式中:v 为一件产品中这种零件得材积;A为产品总数;V 为原料得材积
2、原料得用量计算:(1)② 号前蹬腿 净料尺寸:4 0 mm×4 0mm×4 20mm(长×宽×高) 上隼眼:1 5 mm×10 m m×20 m m(长×宽×深)30mm×1 0mm×2 0 mm(长×宽×深)零件数量:2一件制品中该零件得材积:V=2×40mm×4 0m m×4 20m m×=0、00 1 3 44m 3加工余量:长度上得加工余量为3mm