单片机在工业自动化控制中的直接应用前言在上个世纪 80 年代后期,传统的工业设备大量地进行技术改造或被新设备替代,设备的自动化水平不断提高
这里面的主力核心是 PLC(可编程控制器)
进入 21 世纪,生产生活中设 备 控 制 精 细 化 、 智 能 化 以 及 节 能 等 方 面 要 求 越 来 越 高MCU(微型控制器或称为单片机)崭露头角,其进展趋势不可限量
本课题报告的是机电气一体化生产加工设备中上料环节的 51 单片机控制
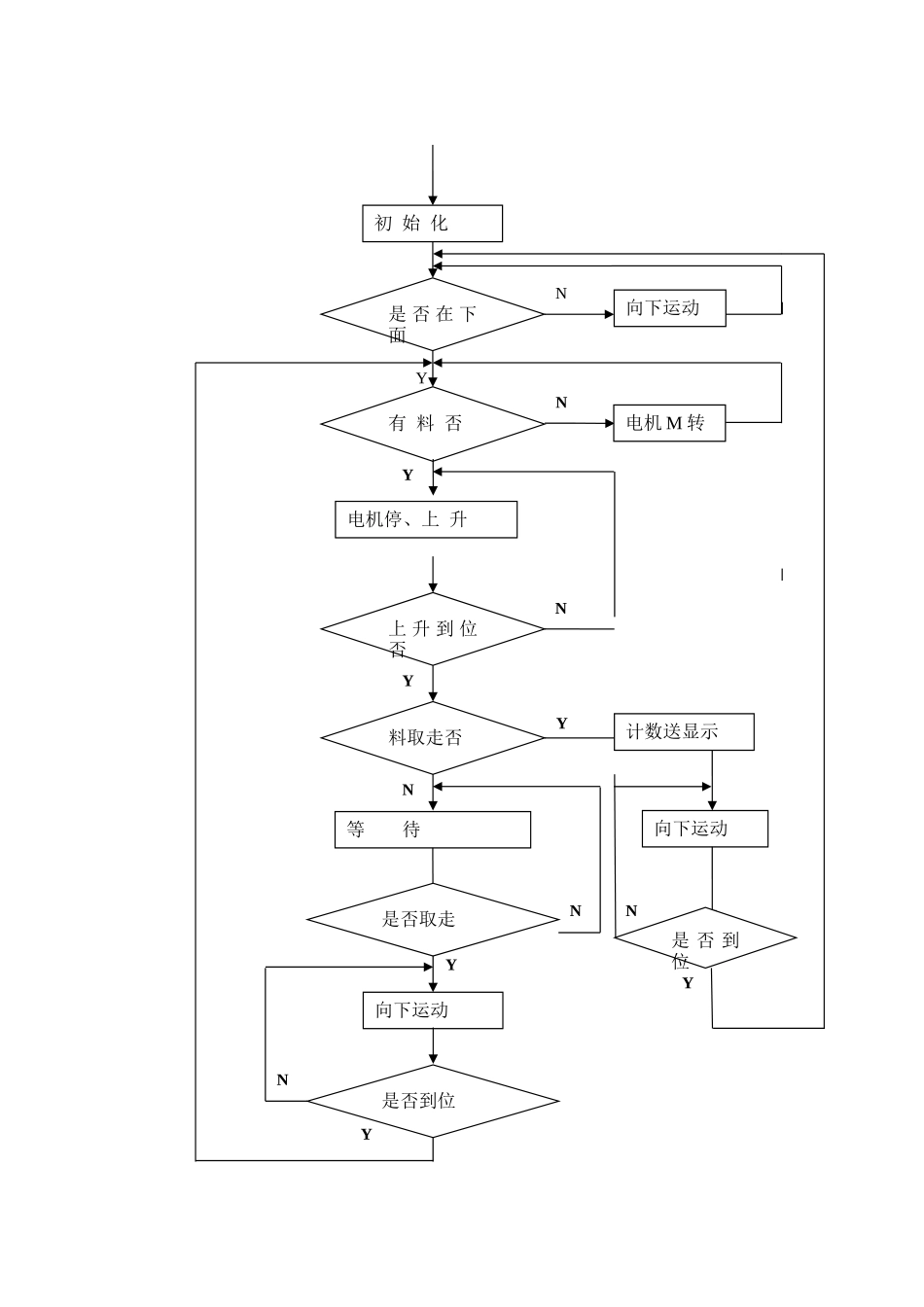
目录第一节控制流程第二节单片机的驱动电路设计第三节传感器的信号输入电路设计第四节 C51 源程序第一节自动控制流程开 始初 始 化是 否 在 下面向下运动有 料 否电机 M 转NYNY上 升 到 位否料取走否向下运动等 待NYNYNN计数送显示是否取走向下运动电机停、上 升是否到位是 否 到位YYNY第二节 单片机的驱动电路设计1234ABCD4321DCBATitleNumberRevisionSizeA4Date:8-Apr-2010 Sheet of File:F:\\
ddb单片机在工业自动化控制上的应用单片机驱动电路Drawn By:Q22SC1815Q12SA1015K1RELAY-SPSTR21kR14
717U1AT89S51D1IN4001Q42SC1815Q32SA1015K2RELAY-SPSTR61kR34
7kD2DIODEQ62SC1815Q52SA1015