100 吨转炉工程钢结构制作与焊接质量,特对钢结构制作与焊接进行技术交底:1
钢材材质的要求:所选用材质以单项工程设计图选用钢材为准;2
连接材料要求:2
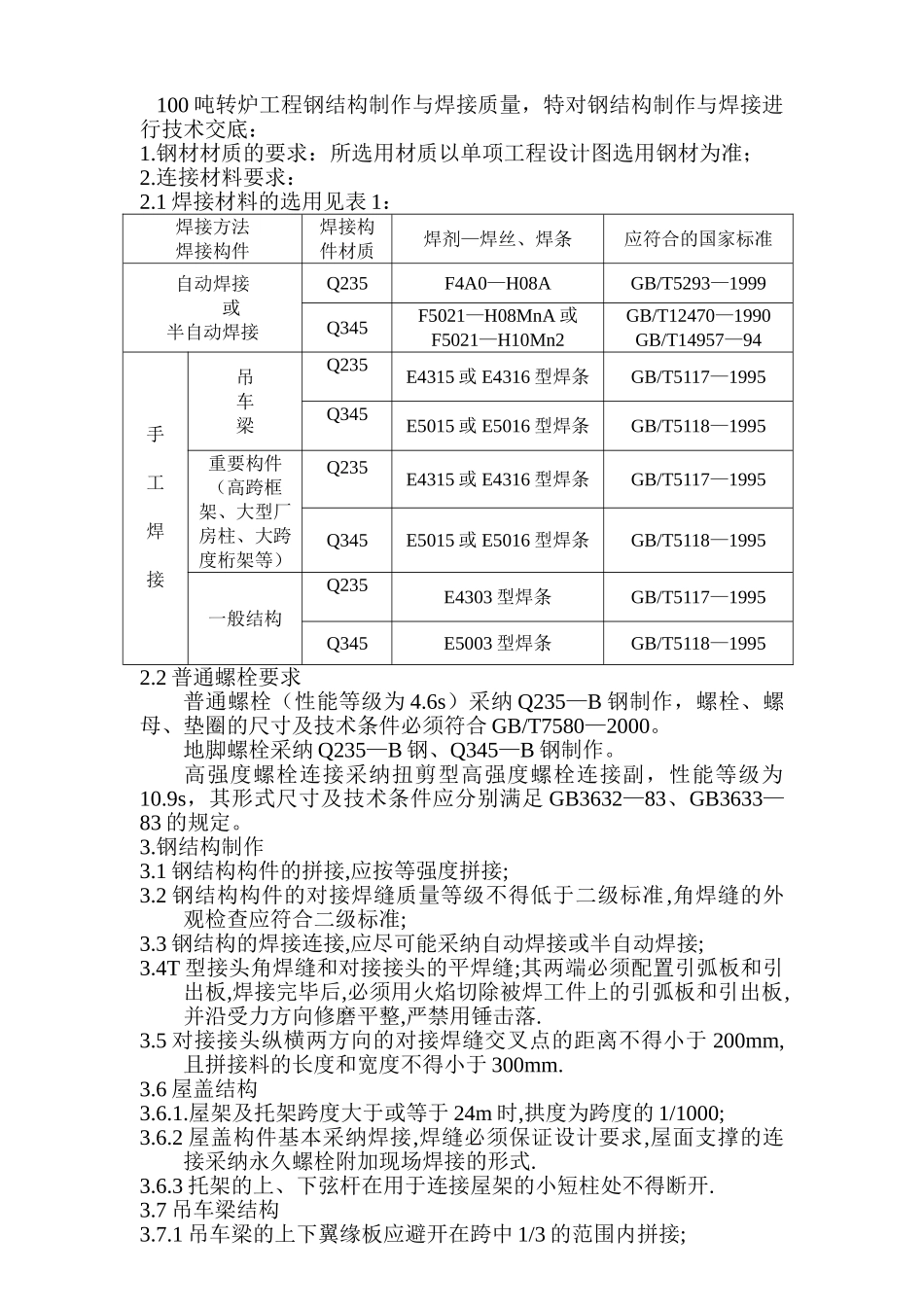
1 焊接材料的选用见表 1:焊接方法焊接构件焊接构件材质焊剂—焊丝、焊条应符合的国家标准自动焊接或半自动焊接Q235F4A0—H08AGB/T5293—1999Q345F5021—H08MnA 或F5021—H10Mn2GB/T12470—1990GB/T14957—94手工焊接吊车梁Q235E4315 或 E4316 型焊条GB/T5117—1995Q345E5015 或 E5016 型焊条GB/T5118—1995重要构件(高跨框架、大型厂房柱、大跨度桁架等)Q235E4315 或 E4316 型焊条GB/T5117—1995Q345E5015 或 E5016 型焊条GB/T5118—1995一般结构Q235E4303 型焊条GB/T5117—1995Q345E5003 型焊条GB/T5118—19952
2 普通螺栓要求普通螺栓(性能等级为 4
6s)采纳 Q235—B 钢制作,螺栓、螺母、垫圈的尺寸及技术条件必须符合 GB/T7580—2000
地脚螺栓采纳 Q235—B 钢、Q345—B 钢制作
高强度螺栓连接采纳扭剪型高强度螺栓连接副,性能等级为10
9s,其形式尺寸及技术条件应分别满足 GB3632—83、GB3633—83 的规定
钢结构制作3
1 钢结构构件的拼接,应按等强度拼接;3
2 钢结构构件的对接焊缝质量等级不得低于二级标准,角焊缝的外观检查应符合二级标准;3
3 钢结构的焊接连接,应尽可能采纳自动焊接或半自动焊接;3
4T 型接头角焊缝和对接接头的平焊缝;其两端必须配置引弧板和引出板,焊接完毕后,必须用火焰切除被焊工件上的引弧板和引出板,并沿受力方向修磨平整,严禁用锤击落
5 对接接头