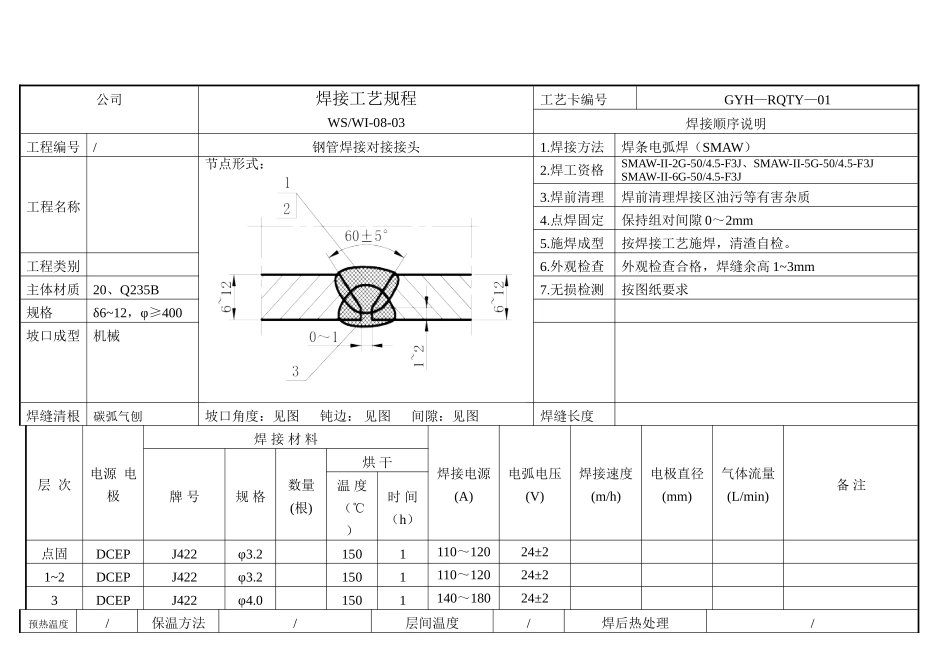
工艺编号 GYH — RQTY — 01 图 号 工程名称 工程编号 压力管道焊接通用工艺规程WS/WI-08-03编制: 校对: 审核: 公司焊接工艺规程WS/WI-08-03工艺卡编号GYH—RQTY—01焊接顺序说明工程编号/钢管焊接对接接头1
焊接方法焊条电弧焊(SMAW)工程名称节点形式: 2
焊工资格SMAW-II-2G-50/4
5-F3J、SMAW-II-5G-50/4
5-F3JSMAW-II-6G-50/4
5-F3J3
焊前清理焊前清理焊接区油污等有害杂质4
点焊固定保持组对间隙 0~2mm5
施焊成型按焊接工艺施焊,清渣自检
外观检查外观检查合格,焊缝余高 1~3mm主体材质20、Q235B7
无损检测按图纸要求规格δ6~12,φ≥400坡口成型机械焊缝清根碳弧气刨坡口角度:见图 钝边: 见图 间隙:见图焊缝长度层 次电源 电极焊 接 材 料焊接电源(A)电弧电压(V)焊接速度(m/h)电极直径(mm)气体流量(L/min)备 注牌 号规 格数量(根)烘 干温 度(℃)时 间(h)点固DCEPJ422φ3
21501110~12024±21~2DCEPJ422φ3
21501110~12024±23DCEPJ422φ4
01501140~18024±2预热温度/保温方法/层间温度/焊后热处理/工艺评定编号HPG005-95编 制校 对审 核第 1 页 共 5 页公司焊接工艺规程WS S/WI-08-03工艺卡编号GYH—RQTY—01焊接顺序说明工程名称焊接对接焊接接头1
焊接方法氩弧焊(GTAW)+ 焊条电弧焊(SMAW)工程类别节点形式:2
焊接资格GTAW-I-2G-5/50-02、 GTAW-I-5G-5/50-02 GTAW-I-6G-5/50-02、SMAW-II-2G-50/4
5-F3JSMAW-II-5G-50/4