80 吨方坯连铸操作标准方坯连铸技术操作标准2一 要紧设备参数2二 铸机浇注的预备条件2三 浇注作业4四 配水操作5五 拉矫操作5唐山国丰第一炼钢厂操作标准 方坯连铸技术操作标准 规程编号:YGGC-09-2025一 要紧设备参数表 1 连铸机要紧技术参数二 铸机浇注的预备条件2
1 钢水成分符合连铸钢种要求,以连铸钢种工艺规程要求标准成份为准
2 钢水温度符合钢种要求,以连铸钢种工艺规程要求标准成份为准
3 中间包2
1 中间包永久层为浇注料
修砌先砌包底,后砌包壁,烘烤 48 小时
3 中包正常周转,假如发觉永久层局部脱落或缺损(裂纹宽度 10 mm,深度 10 mm,长度 500 mm-800 mm),可用浇注料修补,修补面应无残渣、冷钢,修补应保证平坦,修补后进行烤干并清扫
4 修砌中包时中间包应放置水平,残钢残渣必须清除干净,确保座砖放平、放正
冲击区安装稳流器,中包水口位置偏差小于 5mm,水口座砖要保证水口砖伸出包底大于 50mm,然后四周用专用泥料夯实,水口砖与座砖接缝使用胶泥
5 镁质板中包包衬由永久层、填充层、工作层、挡渣墙、稳流器组成
6 砌绝热板时,先装底板,后装壁板、挡渣墙
底板从水口座砖处开始修砌,以保证绝热板水口孔与座砖对中
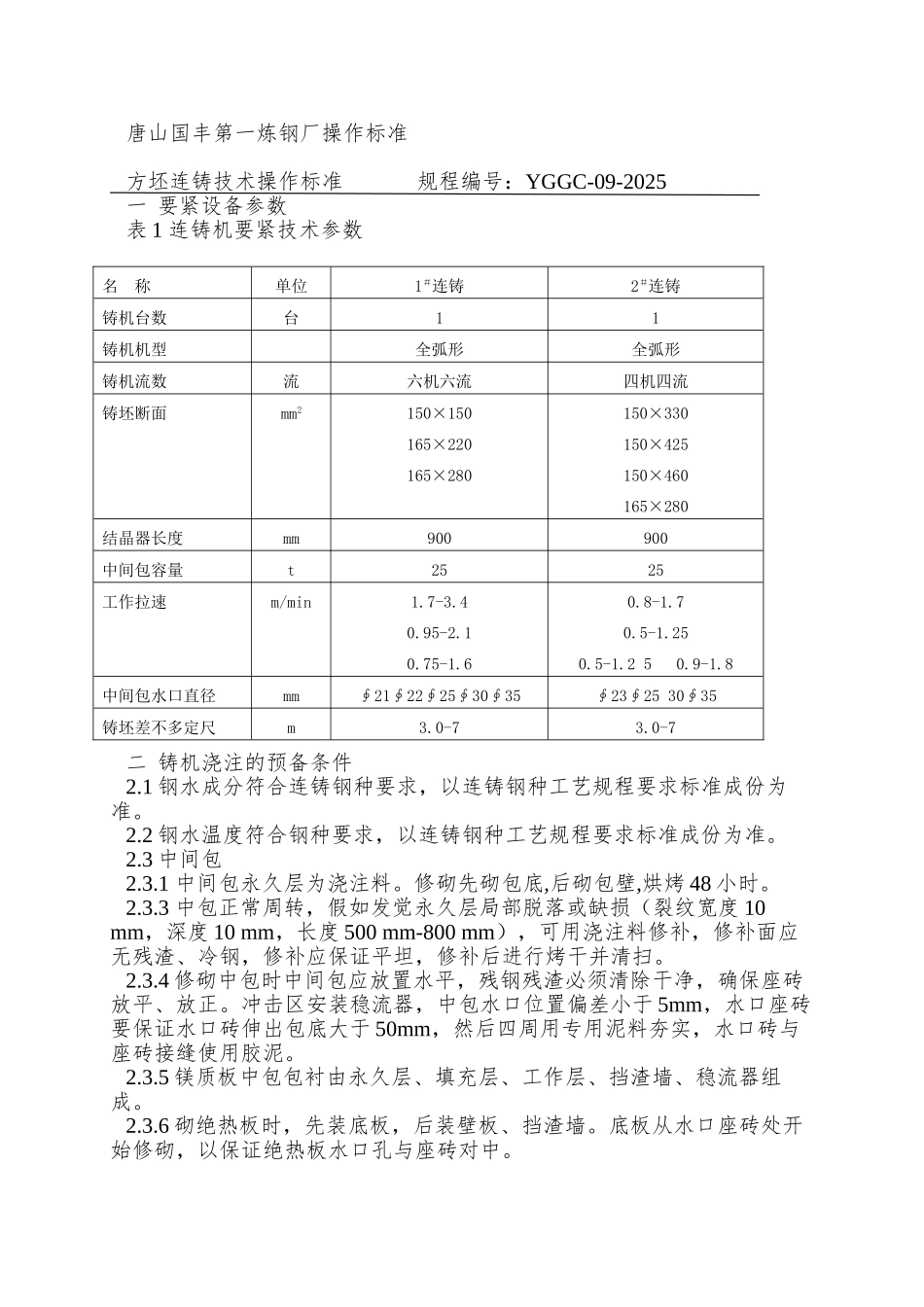
名 称单位1#连铸2#连铸铸机台数台11铸机机型全弧形全弧形铸机流数流六机六流四机四流铸坯断面mm2150×150165×220165×280150×330150×425150×460165×280结晶器长度mm900900中间包容量t2525工作拉速m/min1
8中间包水口直径mm∮21∮22∮25∮30∮35∮23∮25 30∮35铸坯差不多定尺m3