A0 主泵轴的含铌稳定化奥氏体不锈钢锻件RCCM 中文版法国民用核电标准用于制造压水堆主泵轴的含铌稳固化奥氏体不锈钢锻件0 适用范畴 本法律规范适用于制造压水堆主泵轴的含铌稳固化奥氏体不锈钢锻件的采购
1 冶炼 钢必须用电弧炉或其它相当的工艺冶炼
2 化学成分要求2
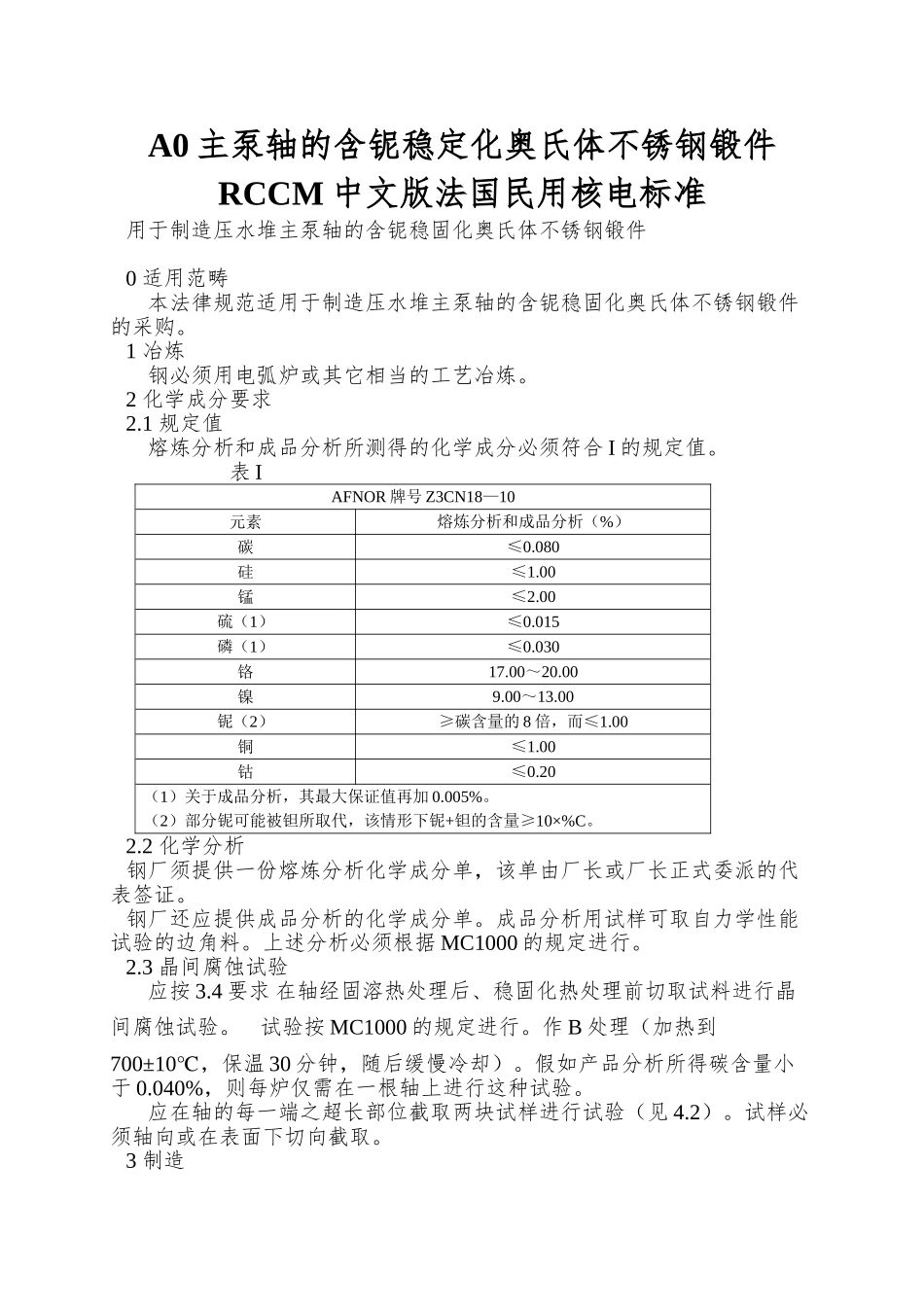
1 规定值 熔炼分析和成品分析所测得的化学成分必须符合 I 的规定值
表 IAFNOR 牌号 Z3CN18—10元素熔炼分析和成品分析(%)碳≤0
080硅≤1
00硫(1)≤0
015磷(1)≤0
030铬17
00铌(2)≥碳含量的 8 倍,而≤1
20(1)关于成品分析,其最大保证值再加 0
(2)部分铌可能被钽所取代,该情形下铌+钽的含量≥10×%C
2 化学分析钢厂须提供一份熔炼分析化学成分单,该单由厂长或厂长正式委派的代表签证
钢厂还应提供成品分析的化学成分单
成品分析用试样可取自力学性能试验的边角料
上述分析必须根据 MC1000 的规定进行
3 晶间腐蚀试验 应按 3
4 要求 在轴经固溶热处理后、稳固化热处理前切取试料进行晶间腐蚀试验
试验按 MC1000 的规定进行
作 B 处理(加热到700±10℃,保温 30 分钟,随后缓慢冷却)
假如产品分析所得碳含量小于 0
040%,则每炉仅需在一根轴上进行这种试验
应在轴的每一端之超长部位截取两块试样进行试验(见 4
试样必须轴向或在表面下切向截取
1 制造程序 开始制造前,锻造车间必须制订一份制造程序,其内容如下: ——钢的冶炼方式; ——钢锭的重量和类型; ——钢锭头、尾切除百分比; ——零件在钢锭中的位置; ——每一火次锻造后零件的尺寸图和按 M380 运算的部分锻造比和总锻造比
——锻造坯件图、热处理外形图、无损检验外形图以及