V 形弯曲件模具设计(一)零件工艺分析 工件图为图 1 所示 V 形件,材料为 Q235,料厚 1
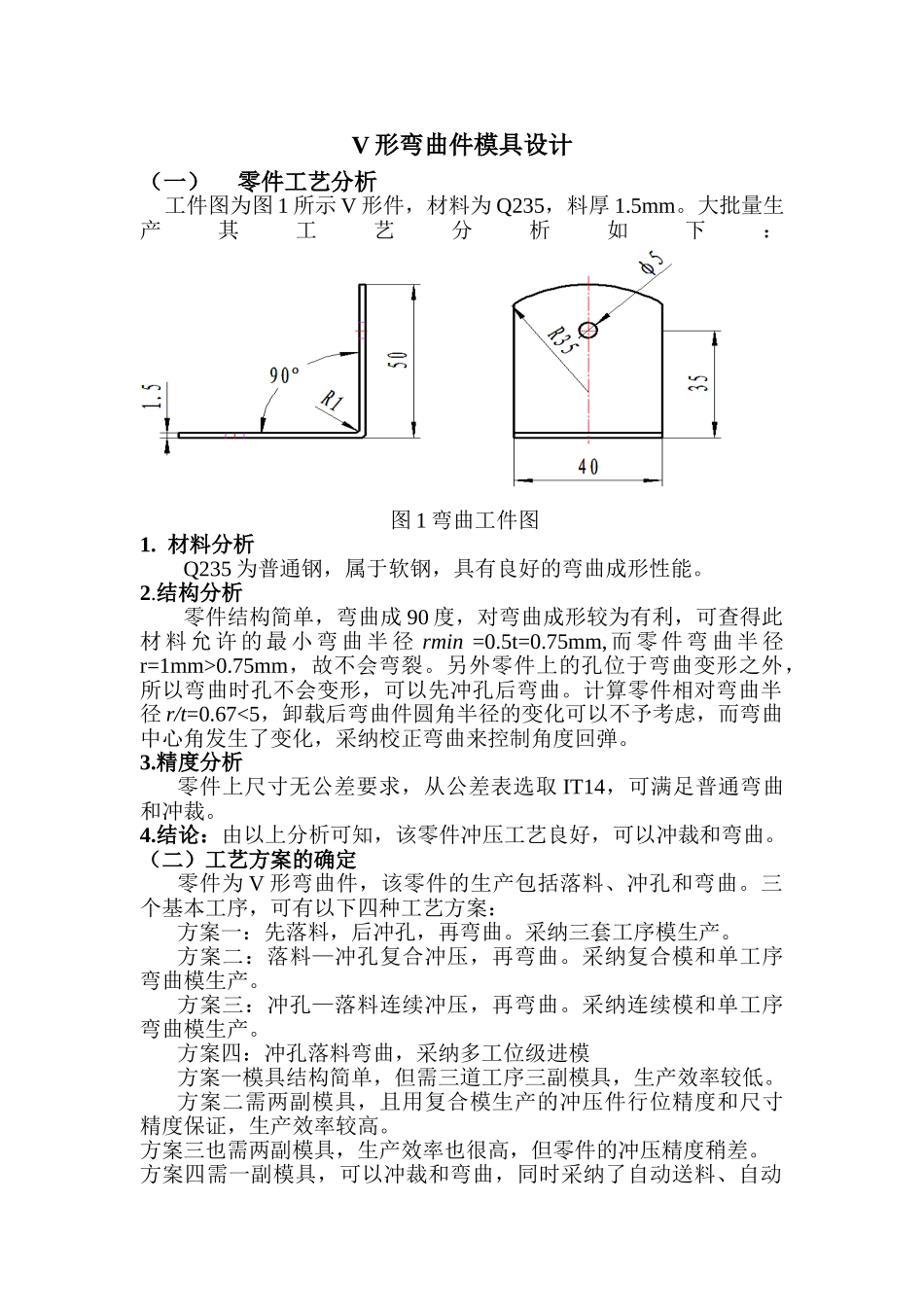
大批量生产其工艺分析如下:图 1 弯曲工件图1
材料分析Q235 为普通钢,属于软钢,具有良好的弯曲成形性能
结构分析零件结构简单,弯曲成 90 度,对弯曲成形较为有利,可查得此材 料 允 许 的 最 小 弯 曲 半 径 rmin =0
75mm, 而 零 件 弯 曲 半 径r=1mm>0
75mm,故不会弯裂
另外零件上的孔位于弯曲变形之外,所以弯曲时孔不会变形,可以先冲孔后弯曲
计算零件相对弯曲半径 r/t=0
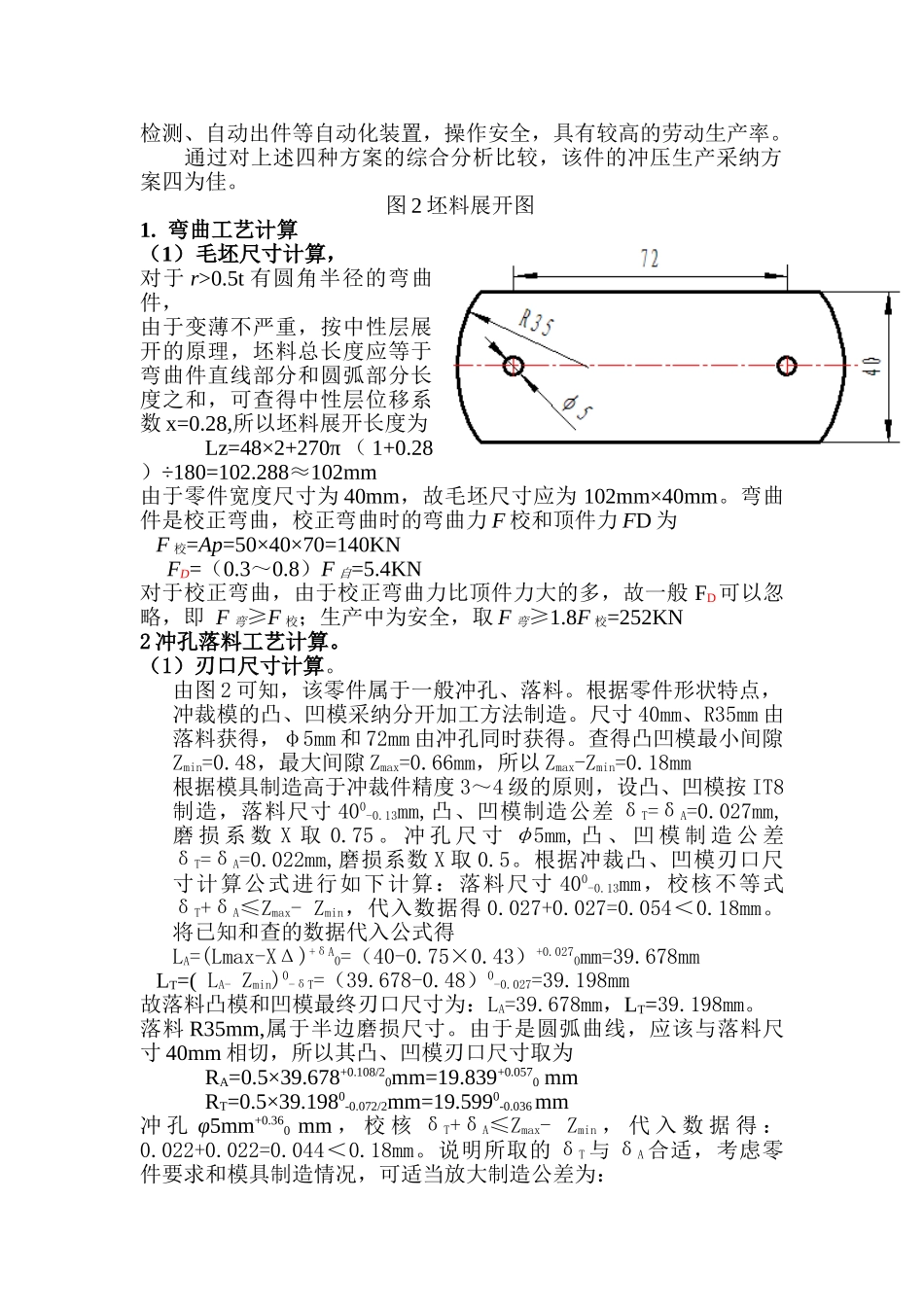
5t 有圆角半径的弯曲件,由于变薄不严重,按中性层展开的原理,坯料总长度应等于弯曲件直线部分和圆弧部分长度之和,可查得中性层位移系数 x=0
28,所以坯料展开长度为Lz=48×2+270π ( 1+0
28)÷180=102
288≈102mm 由于零件宽度尺寸为 40mm,故毛坯尺寸应为 102mm×40mm
弯曲件是校正弯曲,校正弯曲时的弯曲力 F 校和顶件力 FD 为 F 校=Ap=50×40×70=140KN FD=(0
8)F 自=5
4KN对于校正弯曲,由于校正弯曲力比顶件力大的多,故一般 FD可以忽略,即 F 弯≥F 校;生产中为安全,取 F 弯≥1
8F 校=252KN2 冲孔落料