切削力计算的经验公式通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素与切削力关系的表达式,称为切削力计算的经验公式
在实际中使用切削力的经验公式有两种:一是指数公式,二是单位切削力
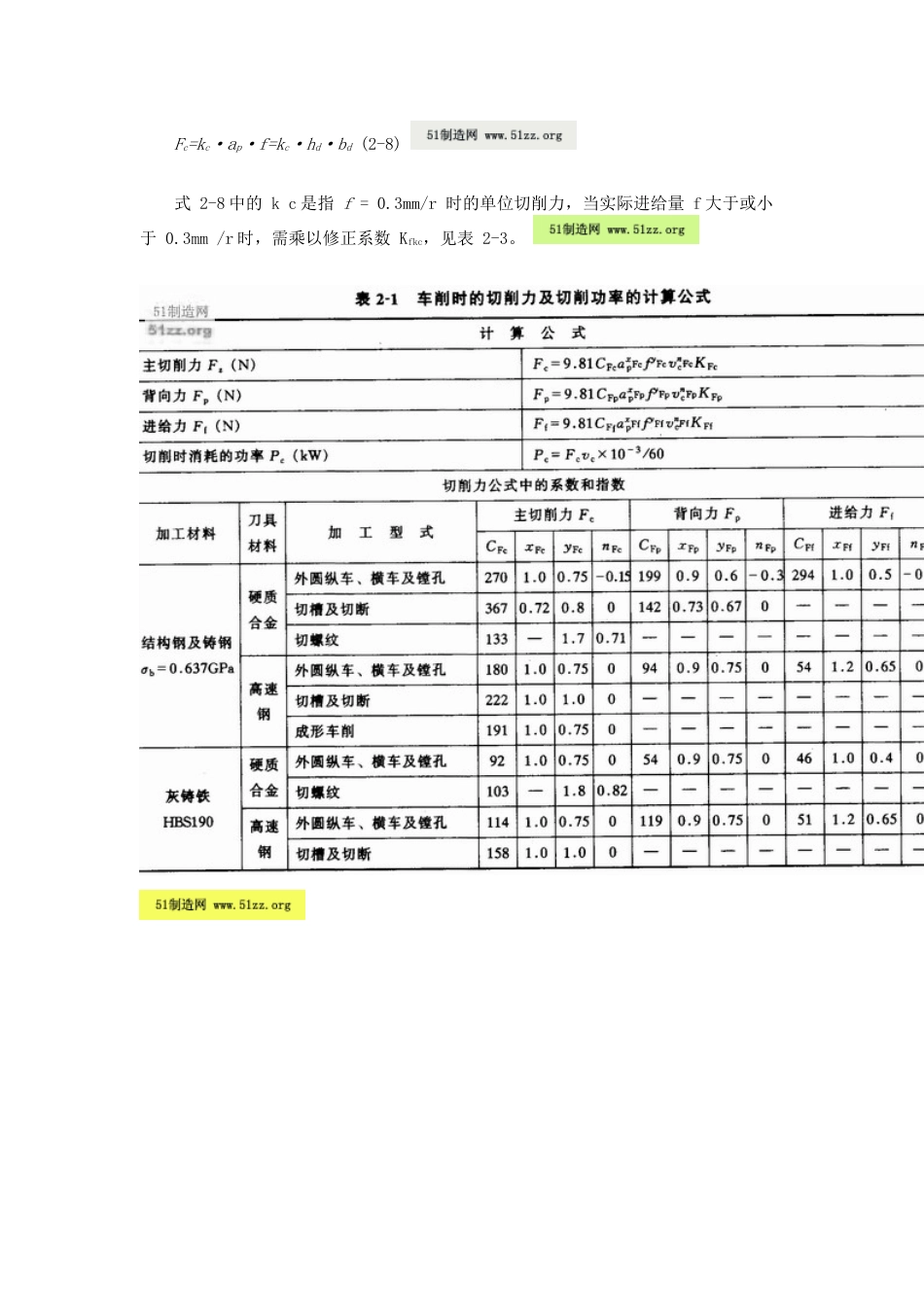
1 .指数公式 主切削力 (2-4) 背向力 (2-5) 进给力 (2-6) 式中 Fc ————主切削力( N); Fp ———— 背向力( N); Ff ———— 进给力( N); Cfc 、 Cfp 、 Cff ———— 系数,可查表 2-1; xfc 、 yfc、 nfc、 xfp、 yfp、 nfp、 xff、 yff、 nff ------ 指数,可查表 2-1
KFc 、 KFp 、 KFf ---- 修正系数,可查表 2-5,表 2-6
2 .单位切削力 单位切削力是指单位切削面积上的主切削力,用 kc 表示,见表 2-2
kc=Fc/A d=Fc/(a p·f)=F c/(b d·h d) (2-7) 式中 AD -------切削面积( mm 2); ap ------- 背吃刀量( mm); f - ------- 进给量( mm/r); hd -------- 切削厚度( mm ); bd -------- 切削宽度( mm)
已知单位切削力 kc ,求主切削力 Fc Fc=kc·ap·f=kc·hd·bd (2-8) 式 2-8 中的 k c 是指 f = 0
3mm/r 时的单位切削力,当实际进给量 f 大于或小于 0
3mm /r 时,需乘以修正系数 Kfkc,见表 2-3
表 2-3 进给量
对单位切削力或单位切削功率的修正系数 Kfkc, Kfps f /(mm/r) 0
6 Kfkc , Kfps 1