板框压滤机的选型及工作原理板框压滤机由交替排列的滤板和滤框构成一组滤室
滤板的表面有沟槽,其凸出部位用以支撑滤布
滤框和滤板的边角上有通孔,组装后构成完整的通道,能通入 悬浮液、洗涤水和引出滤液
板、框两侧各有把手支托在横梁上,由压紧装置压紧板、框
板、框之间的滤布起密封垫片的作用
由供料泵将悬浮液压入滤室,在滤 布上形成滤渣,直至充满滤室
滤液穿过滤布并沿滤板沟槽流至板框边角通道,集中排出
过滤完毕,可通入清洗涤水洗涤滤渣
洗涤后,有时还通入压缩空气,除 去剩余的洗涤液
随后打开压滤机卸除滤渣,清洗滤布,重新压紧板、框,开始下一工作循环
板框压滤机对于滤渣压缩性大或近于不可压缩的悬浮液都能适用
适合的悬浮液的固体颗粒浓度一般为 10%以下,操作压力一般为 0
6 兆帕,特别 的可达 3 兆帕或更高
过滤面积可以随所用的板框数目增减
板框通常为正方形,滤框的内边长为 320~2000 毫米,框厚为 16~80 毫米,过滤面积为 1~1200 米 2
板与框用手动螺旋、电动螺旋和液压等方式压紧
板和框用木材、铸铁、铸钢、不 锈钢、聚丙烯和橡胶等材料制造
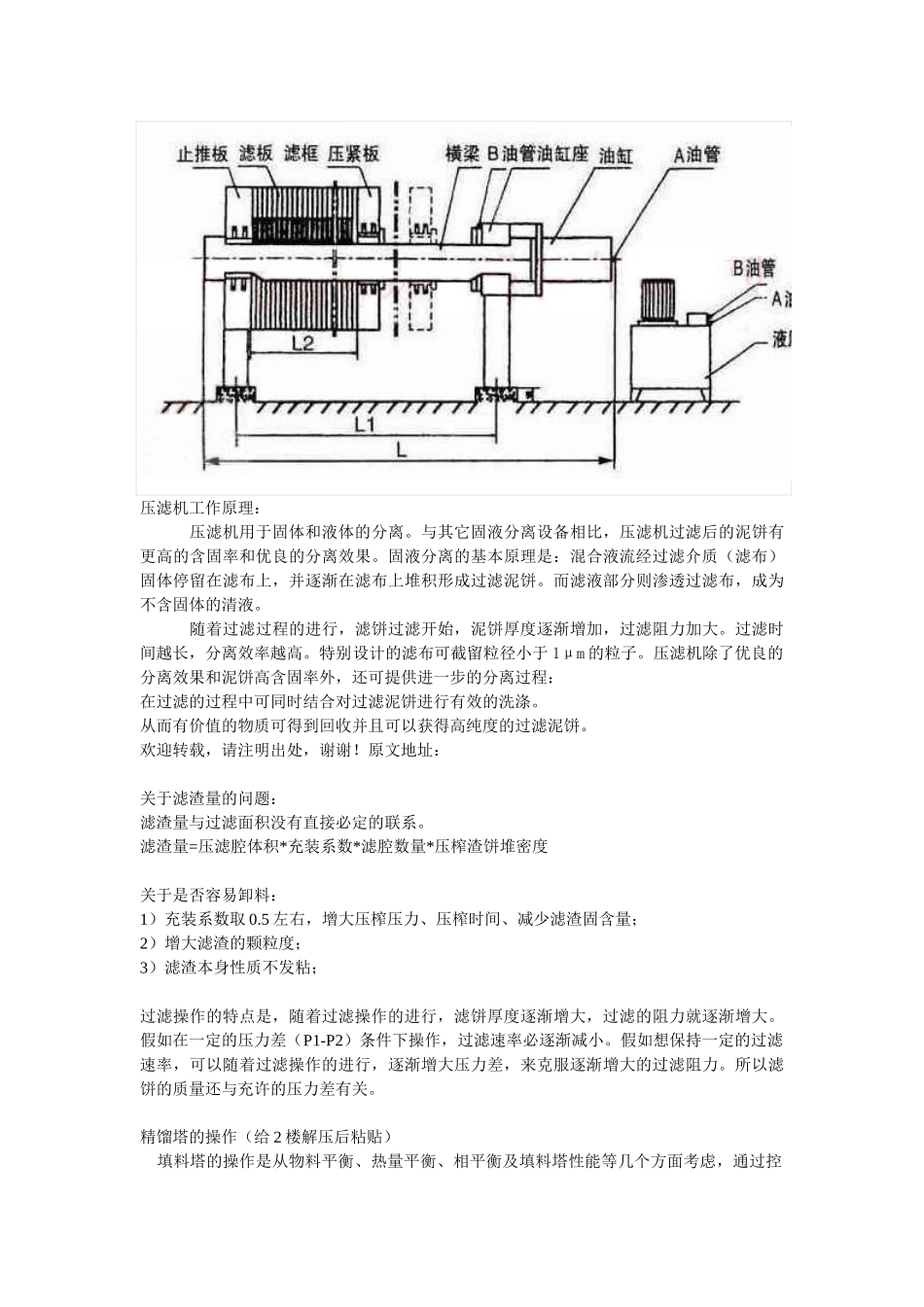
板框式压滤机主要由止推板(固定滤板)、压紧板(活动滤板)、滤板和滤框、横梁(扁铁架)、过滤介质(滤布或滤纸等)、压紧装置、集液槽等组成(参见附图一-一八),其中过滤介质和集液槽由用户自备,也可由本厂代配
板框压滤机有手动压紧、机械压紧和液压压紧二种形式
手动压紧是螺旋千斤顶推动压紧板压紧;机械压紧是电动机配 H 型减速箱,经机架传动部件推动压紧板压紧;液压压紧是有液压站经机架上的液压缸部件推动压紧板压紧
两横梁把止推板和压紧装置连在一起构成机架,机架上压紧板与压紧装置饺接,在止推板和压紧板之间依次交替排列着滤板和滤框,滤板和滤框之间夹着过滤介质;压紧装置推动压紧板,将所有滤板和滤框压紧在机架中,达到额定压紧力后,