一、 编制依据1、武钢****高端钢丝绳厂工程轨道施工图
2、我单位施工类似工程较为成熟的施工经验
3、本工程采纳的技术法律规范:建筑结构荷载法律规范(GBJ9-87)钢结构设计法律规范(GBJ17-88)建筑钢结构焊接技术规程(JGJ81-2025)钢结构工程施工及验收法律规范(GB50205-95)钢结构工程质量检验评定标准(GB50221-95)吊车轨道联结及车挡(05G525)二、 工程概况 生产车间厂房由 8 跨组成,每跨跨度 30 米,厂房总宽 240 米,厂房总长 442 米,H~J 轴轨道施工为 884 米,轨道伸缩缝为 4 处
三、 施工机具 电源控制箱 1 个直流焊机(ZX5-500) 2 台焊条烘烤箱 1 个焊条保温筒 2 个16T 千斤顶 1 个30m 钢卷尺 1 把1m 钢板尺 2 把水平仪(S2) 1 台四、 劳动力配置序号工种人数(人)备注1铆工22气焊工23电焊工24电工15测量工16普 工4总计12五、施工方法及工艺 5.1 钢轨焊接变形的控制 在施焊过程中钢轨接头将会向下弯曲变形,为此,在焊接前必须将钢轨端头垫起一定的高度以保证在焊接完毕后,钢轨能保持平直
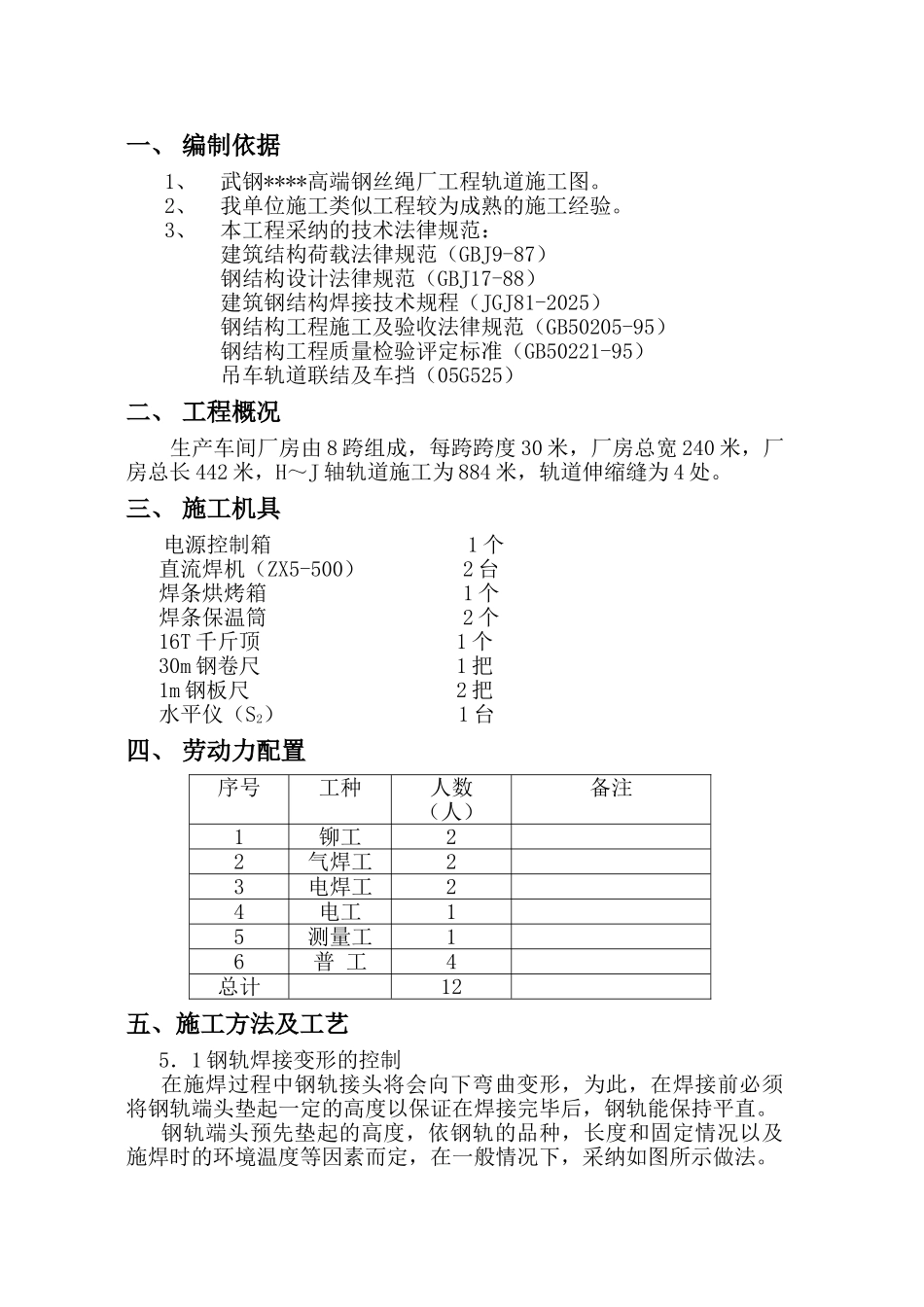
钢轨端头预先垫起的高度,依钢轨的品种,长度和固定情况以及施焊时的环境温度等因素而定,在一般情况下,采纳如图所示做法
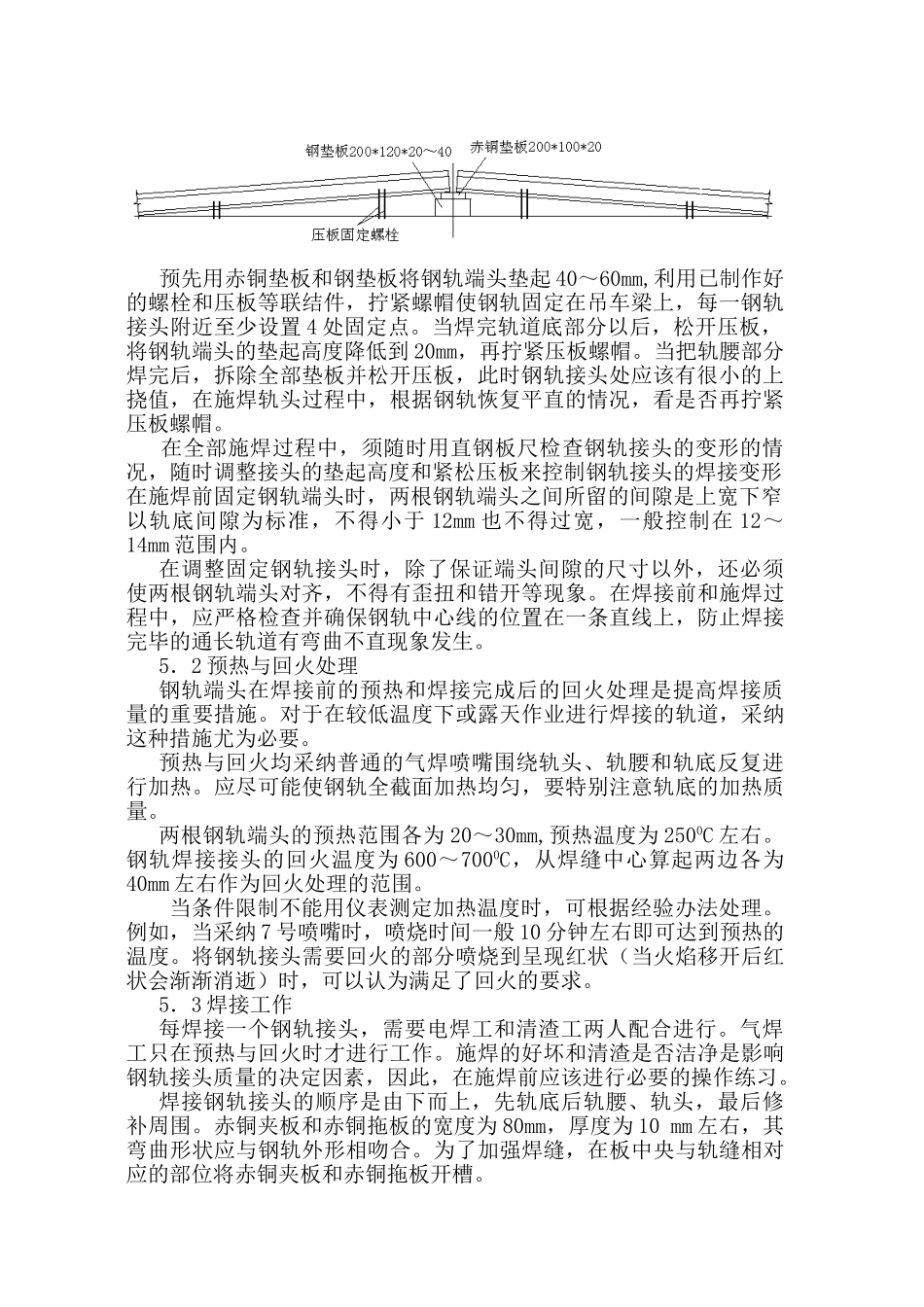
预先用赤铜垫板和钢垫板将钢轨端头垫起 40~60mm,利用已制作好的螺栓和压板等联结件,拧紧螺帽使钢轨固定在吊车梁上,每一钢轨接头附近至少设置 4 处固定点
当焊完轨道底部分以后,松开压板,将钢轨端头的垫起高度降低到 20mm,再拧紧压板螺帽
当把轨腰部分焊完后,拆除全部垫板并松开压板,此时钢轨接头处应该有很小的上挠值,在施焊轨头过程中,根据钢轨恢复平直的情况,看是否再拧紧压板螺帽
在全部施焊过程中,须随时用直钢板尺检查钢轨接头的变形的情况,随时调整接头的垫起高度和