第七章 冷挤压工艺与模具设计7
1 冷挤压工艺分类及冷挤压金属变形特点 7
2 冷挤压原材料与毛坯的准备 7
3 冷挤压力的确定 7
4 冷挤压工艺设计 7
5 冷挤压模具设计 第七章 冷挤压工艺与模具设计 本章学习要求1
掌握冷挤压工艺和挤压模具的设计; 2
熟悉冷挤压工艺计算; 3 .了解冷挤压时的金属流动性特点
冷挤压是在冷态下,将金属毛坯放入模具模腔内,在强大的压力和一定的速度作用下,迫使金属从模腔中挤出,从而获得所需形状、尺寸以及一定力学性能的挤压件
冷挤压与热锻、粉末冶金、铸造及切削加工相比,具有以下主要优点: 1 )因在冷态下挤压成形,挤压件质量好、精度高、其强度性能也好; 2 )冷挤压属于少、无切削加工,节约原材料; 3 )冷挤压是利用模具来成形的,其生产效率很高; 4 )可以加工其它工艺难于加工的零件
由于这些优点,冷挤压已越来越多地用来生产软质金属、低碳钢、低合金钢零件
但这些优点往往不能用简单的方法发挥出来,因为冷挤压成形有一些特别的要求: l )要求设备吨位较大 冷挤压的变形抗力大,单位挤压力可能高达 2500 ~ 3000Mpa
2 )对模具要求高 冷挤压力时常接近甚至超过现有模具材料的抗压强度,所以对模具材料要求很高
高压下要想达到较好的模具寿命,需要实行一定的措施
3 )对所加工的原材料要求高 冷挤压时,材料在冷态下发生很大的变形
为了避开加工过程中的多次退火,必须注意选用组织致密和杂质少(特别是易导致钢的冷脆性的磷的含量要低)的材料
冷挤件一般都不进行精加工,所以必须选用精度好的坯料
4 )所用毛坯往往要进行软化退火和表面磷化等润滑处理
因此要组织好冷挤压生产需要全面考虑这些特点
1 冷挤压工艺分类及冷挤压金属变形特点 7
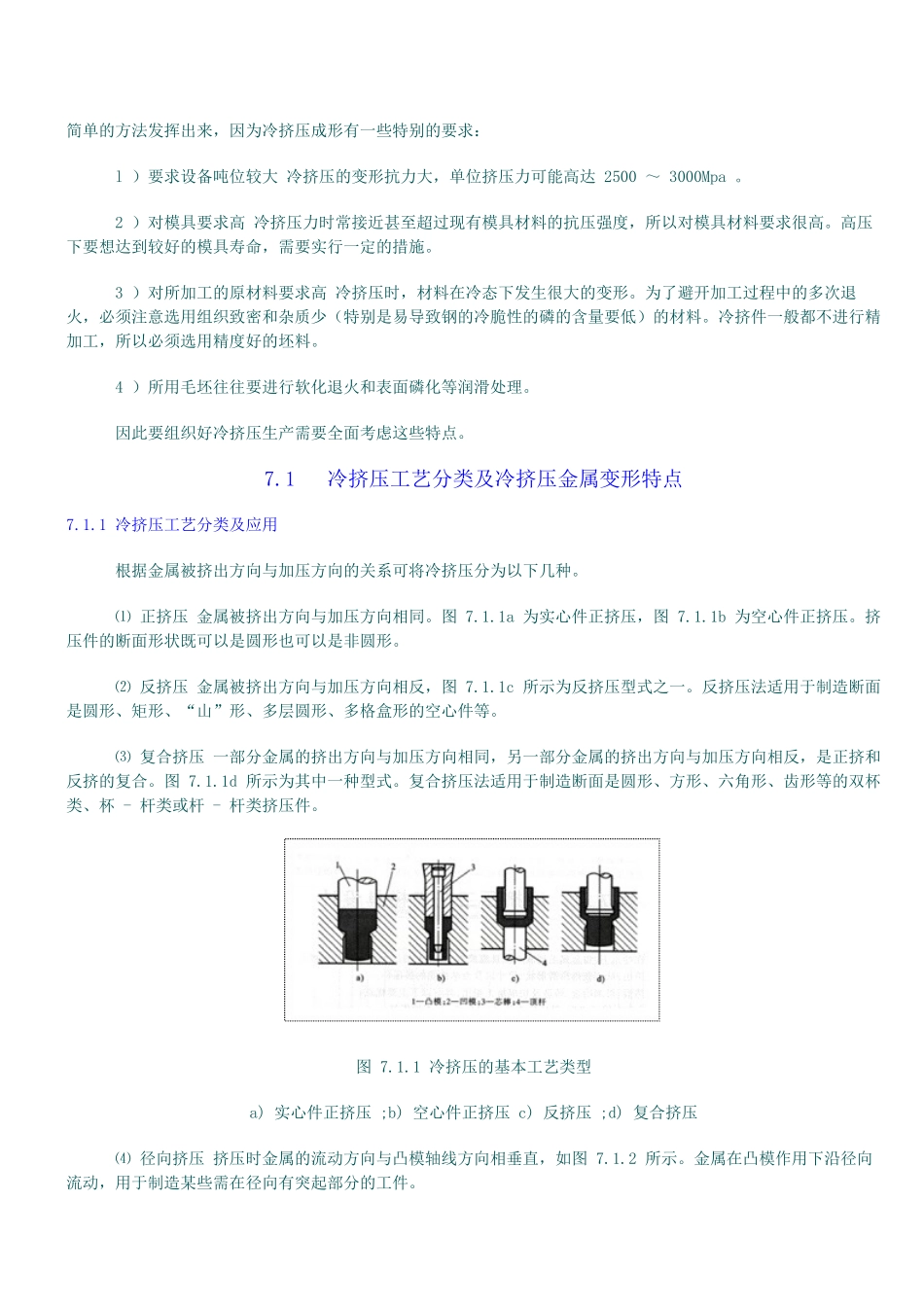
1 冷挤压工艺分类及应用 根据金属被挤出方向与加压方向的关系可将冷挤压分为以下几种