工艺标准图名称薄壁不锈钢管环压、卡压连接施工工艺标准编号JWA-JPS-003工艺流程:断管-画线-插管-环压-检查确认标准参考图标准要求① 因为环压连接需一次成功,在断管之前需做现场测量,跟施工图纸做比对,如建筑尺寸无误,才可按图下料
使用电动机械有齿切割手动割刀或者不锈钢专用切管设备切断管子
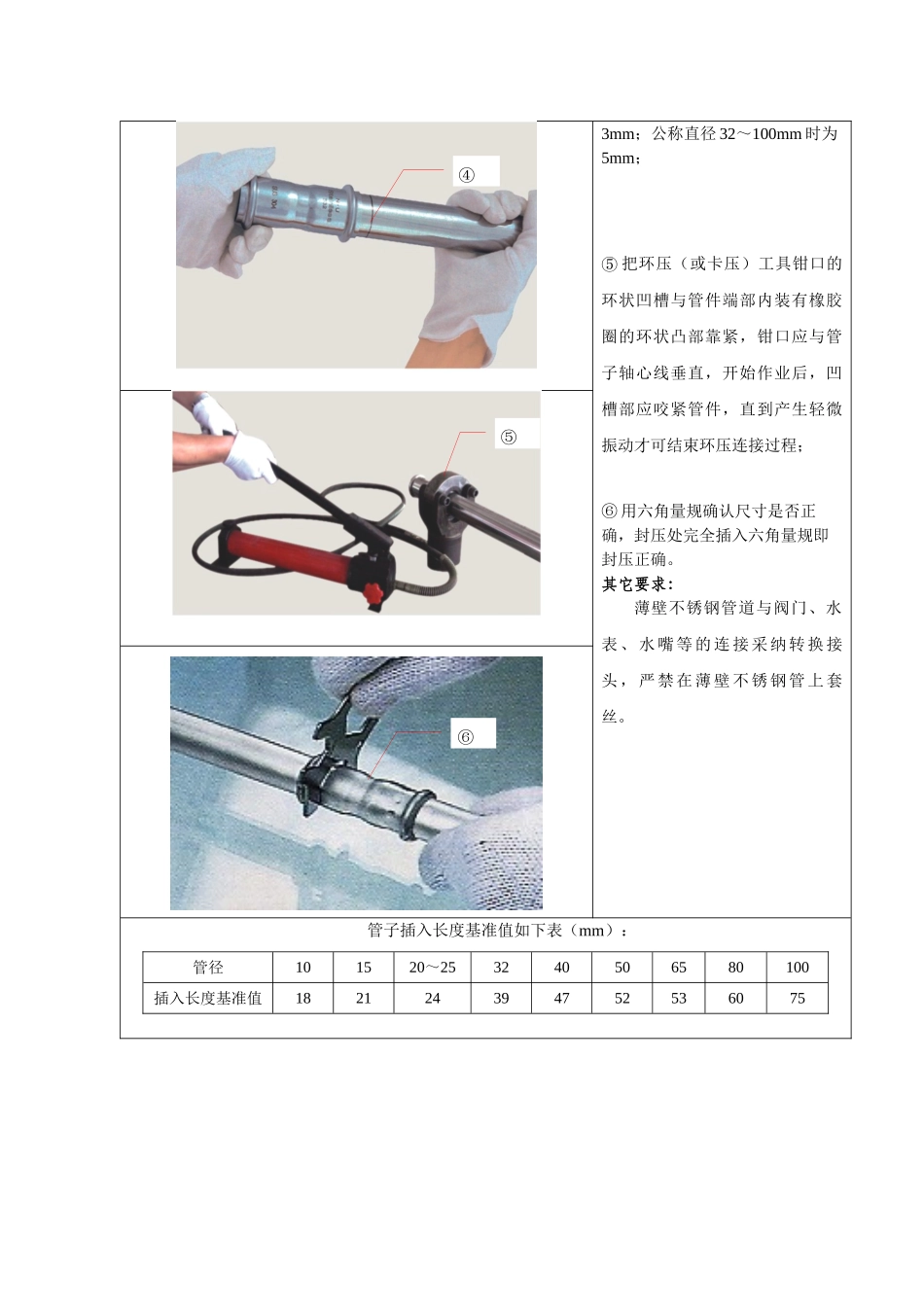
② 为避开刺伤密封圈,使用专用工具或锉刀将毛刺完全除净,将密封橡胶圈放置适当位置;③ 使用画线器在管端画标记线一周,做记号,以保证管子插入深度正确;④ 将管子笔直地插入挤压式管件内,注意不要碰伤橡密封圈,并确认管件端部与画线位置的距离,公称直径 10~25mm 时为①②③3mm;公称直径 32~100mm 时为5mm;⑤ 把环压(或卡压)工具钳口的环状凹槽与管件端部内装有橡胶圈的环状凸部靠紧,钳口应与管子轴心线垂直,开始作业后,凹槽部应咬紧管件,直到产生轻微振动才可结束环压连接过程;⑥ 用六角量规确认尺寸是否正确,封压处完全插入六角量规即封压正确
其它要求:薄壁不锈钢管道与阀门、水表 、 水 嘴 等 的 连 接 采 纳 转 换 接头 , 严 禁 在 薄 壁 不 锈 钢 管 上 套丝
管子插入长度基准值如下表(mm):管径101520~253240506580100插入长度基准值182124394752536075④⑤⑥