冲压件装焊工艺守则编制 审核 会签 批准 1
范围本标准规定了本公司车辆产品车身装焊应遵守的基本规则;本标准适用于本公司车辆产品自制结构件的装焊作业
引用标准下列文件的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不包刮勘误的内容)或修订版均不适用于本标准,然而,鼓舞根据本标准达成协议的各方讨论是否可使用这些文件的最新版本
JB/T 9186 二氧化碳气体报护焊工艺规程《焊接手册》机械工业出版社NES M 0109-1985 焊接接头试验方法通则NES M 0112-1993 焊接接头拉伸剪切试验方法NES M 0115-1993 焊接接头显微镜试验方法3
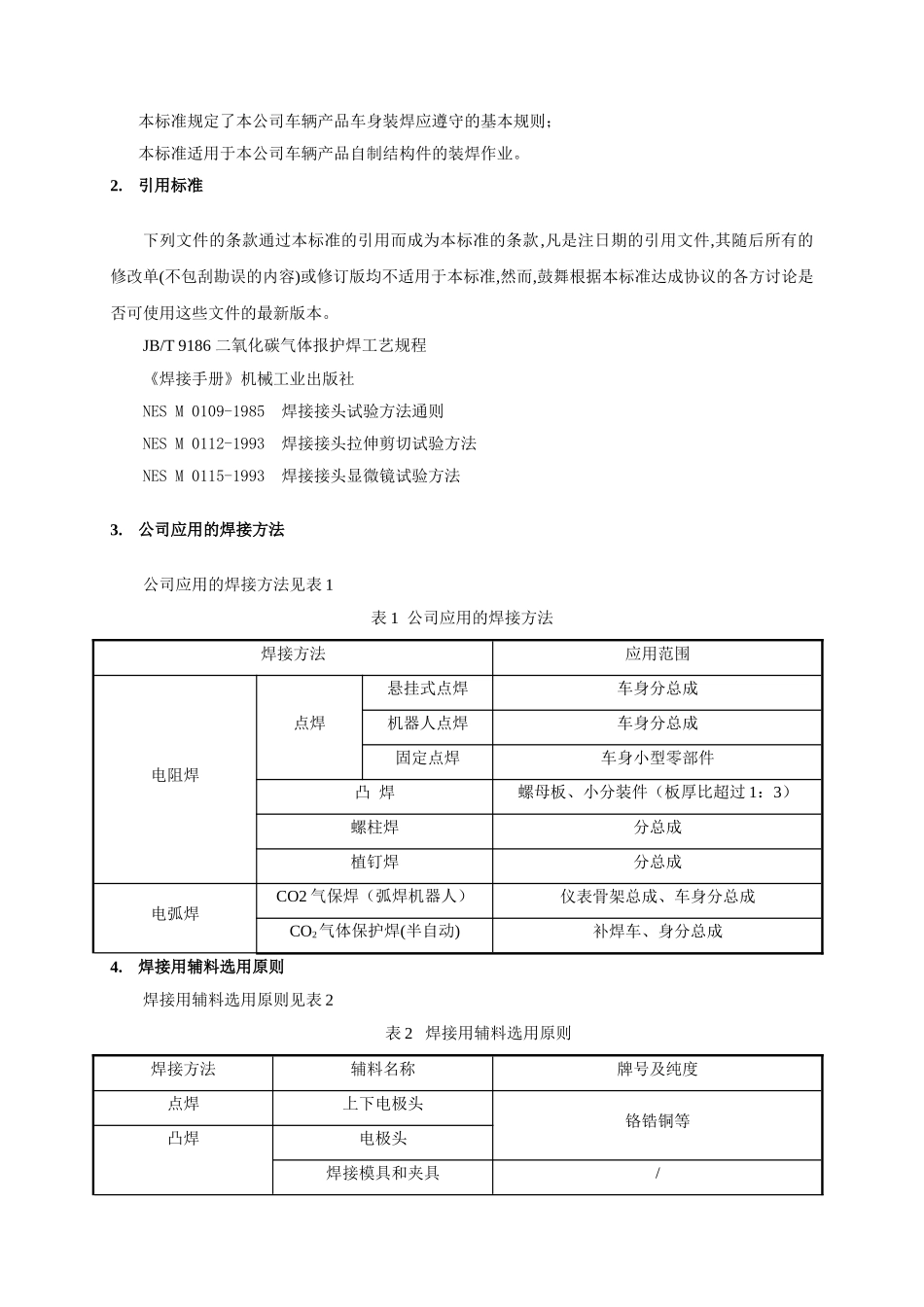
公司应用的焊接方法公司应用的焊接方法见表 1表 1 公司应用的焊接方法焊接方法应用范围电阻焊点焊悬挂式点焊车身分总成机器人点焊车身分总成固定点焊车身小型零部件凸 焊螺母板、小分装件(板厚比超过 1:3)螺柱焊分总成植钉焊分总成电弧焊CO2 气保焊(弧焊机器人)仪表骨架总成、车身分总成CO2气体保护焊(半自动)补焊车、身分总成4
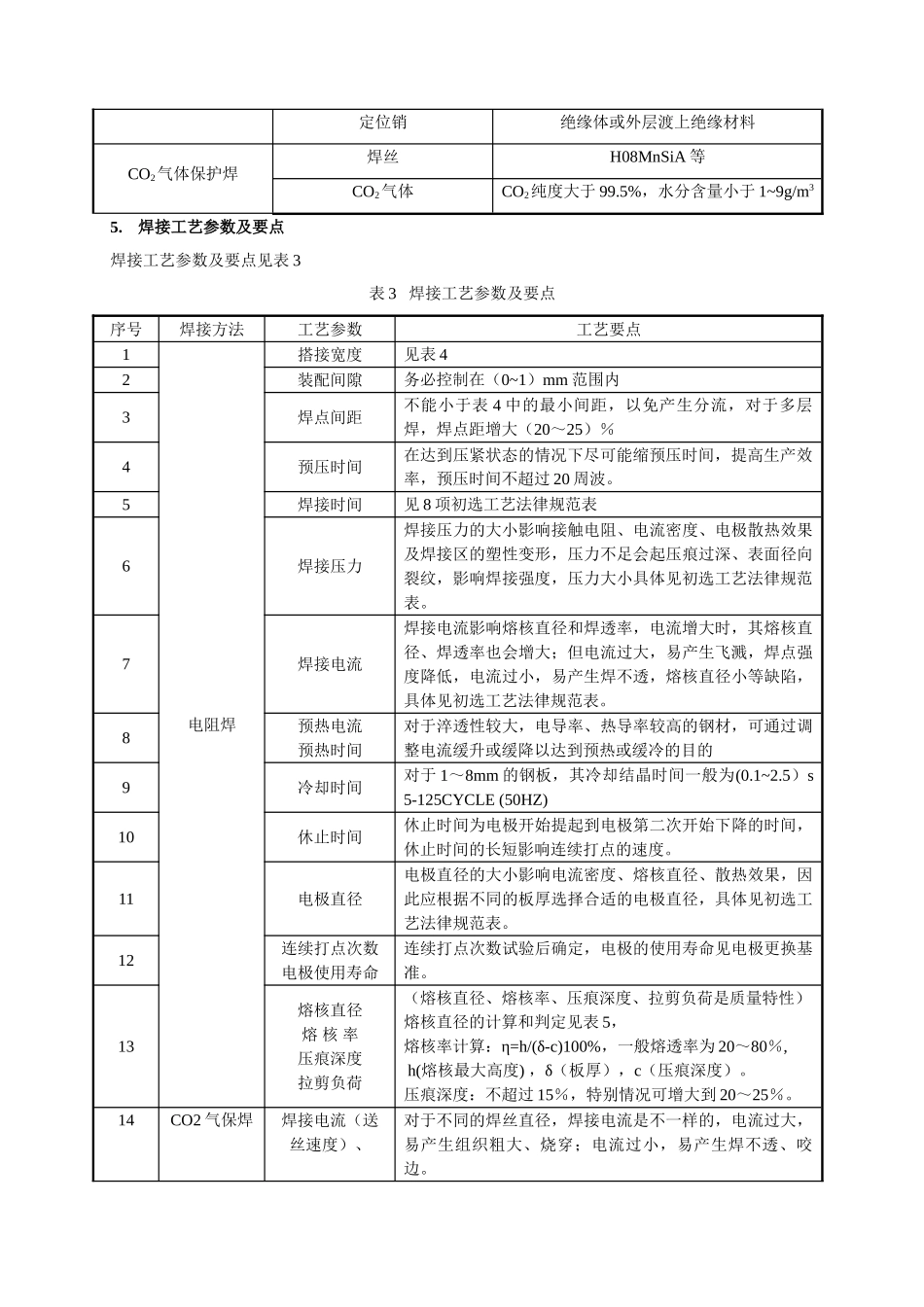
焊接用辅料选用原则焊接用辅料选用原则见表 2表 2 焊接用辅料选用原则焊接方法辅料名称牌号及纯度点焊上下电极头铬锆铜等凸焊电极头焊接模具和夹具/定位销绝缘体或外层渡上绝缘材料CO2气体保护焊焊丝H08MnSiA 等CO2气体CO2纯度大于 99
5%,水分含量小于 1~9g/m35
焊接工艺参数及要点焊接工艺参数及要点见表 3表 3 焊接工艺参数及要点序号焊接方法工艺参数工艺要点1电阻焊搭接宽度见表 42装配间隙务必控制在(0~1)mm 范围内3焊点间距不能小于表 4 中的最小间距,以免产生分流,对于多层焊,焊点距增大(20~25)%4预压时间在达到压紧状态的情况下尽可能缩预压时间,提高生产效率,预压时间不超过 20 周波
5焊接时间见 8 项初选工艺法律规