轻型钢结构施工工法一、前言钢结构工程具有自重较轻 、可靠性较高 钢材 的抗振(震)性、抗冲击性好 以及钢结构制造的工业化程度较高 ,可以准确快速地装配 被广泛的应用,我国钢结构工程从上个世纪 50 年代开始,特别轻钢结构进展非常快,如工业厂房、仓库、冷藏库、温室、旅馆、别墅等得到大量应用
在许多 30米以下的仓库、加工厂等钢结构中得到应用,已建成数百万平方米
轻钢结构住宅也开始讨论并建一些实验工程,很有进展前景
二、工法特点2
1厂房材料可以在加工厂制作,数控切割、钻孔,加工精度高,施工场地安装周期短,集约性能好
2采纳角驰型屋面板及收边件的细部处理,有效的提高了厂房的防风雨性能
(一)需严格控制焊接质量,采纳先进的焊接工艺
(二)工人经过严格培训,必须获上岗证书才能上岗
三、适用范围该工法使用于工业厂房,大跨度钢结构工程和构筑物
三、钢结构制作安装流程及操作要点(一)、测量放线整个施工现场应引设两个现场水准点,作为从基础施工到主体施工、从结构吊装到做地面施工全过程的标高控制点
现场所有轴线控制桩和水准点都要很好地进行保护,设置时要考虑设在施工时不易破坏的地方
(二)、钢结构制作钢结构由我司钢构厂制作完并进行预拼装后运输到施工场地安装,其制作采纳全自动生产线,并采纳专用设备进行除锈防腐处理
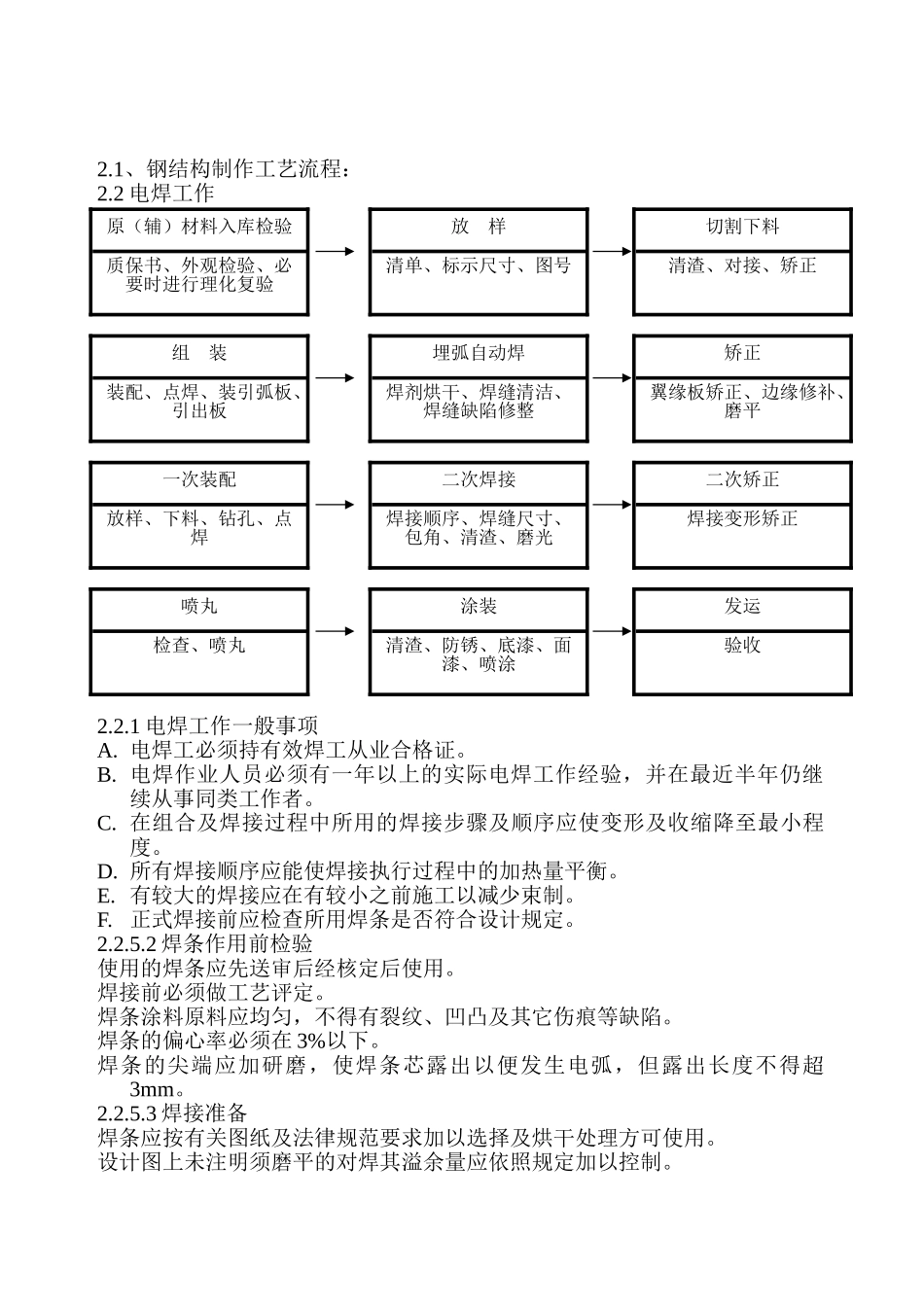
1、钢结构制作工艺流程:2
2 电焊工作2
1 电焊工作一般事项A
电焊工必须持有效焊工从业合格证
电焊作业人员必须有一年以上的实际电焊工作经验,并在最近半年仍继续从事同类工作者
在组合及焊接过程中所用的焊接步骤及顺序应使变形及收缩降至最小程度
所有焊接顺序应能使焊接执行过程中的加热量平衡
有较大的焊接应在有较小之前施工以减少束制
正式焊接前应检查所用焊条是否符合设计规定
2 焊条作用前检验使用的焊条应先送审后经核定后使用