工艺标准图名称除锈刷油防腐工艺标准编号JWA-JDGG-002工艺流程:除锈—油漆调配—防锈漆一道—干燥—防锈漆二道—干燥—面漆一道—干燥——面漆二道标准参考图标准要求① 管道除锈应该采纳电动手持式除锈机,金属表面露出金属光泽为合格
返锈的金属表面应该重新彻底除锈后方可刷再次刷油漆
② 除锈与刷油各道工序必须经过检查后方可进入下一道工序,除锈后应该在 12 小时内刷油
③ 油漆稠度:根据油漆性能,气候、温度、施工工具、场所、基层状况等各种因素对油漆稠度灵活地调整,其稀释范围一般不超过 7--10%,炎热天气或多孔隙基层油漆相应要稀一点,稀料的选择必须与油漆的成分相配套
施工环境:油漆施工时,应实行防火、防水(雨)等措施,在温度低于 5℃或湿度大于 85%二者其一的环境下不得进行防腐施工
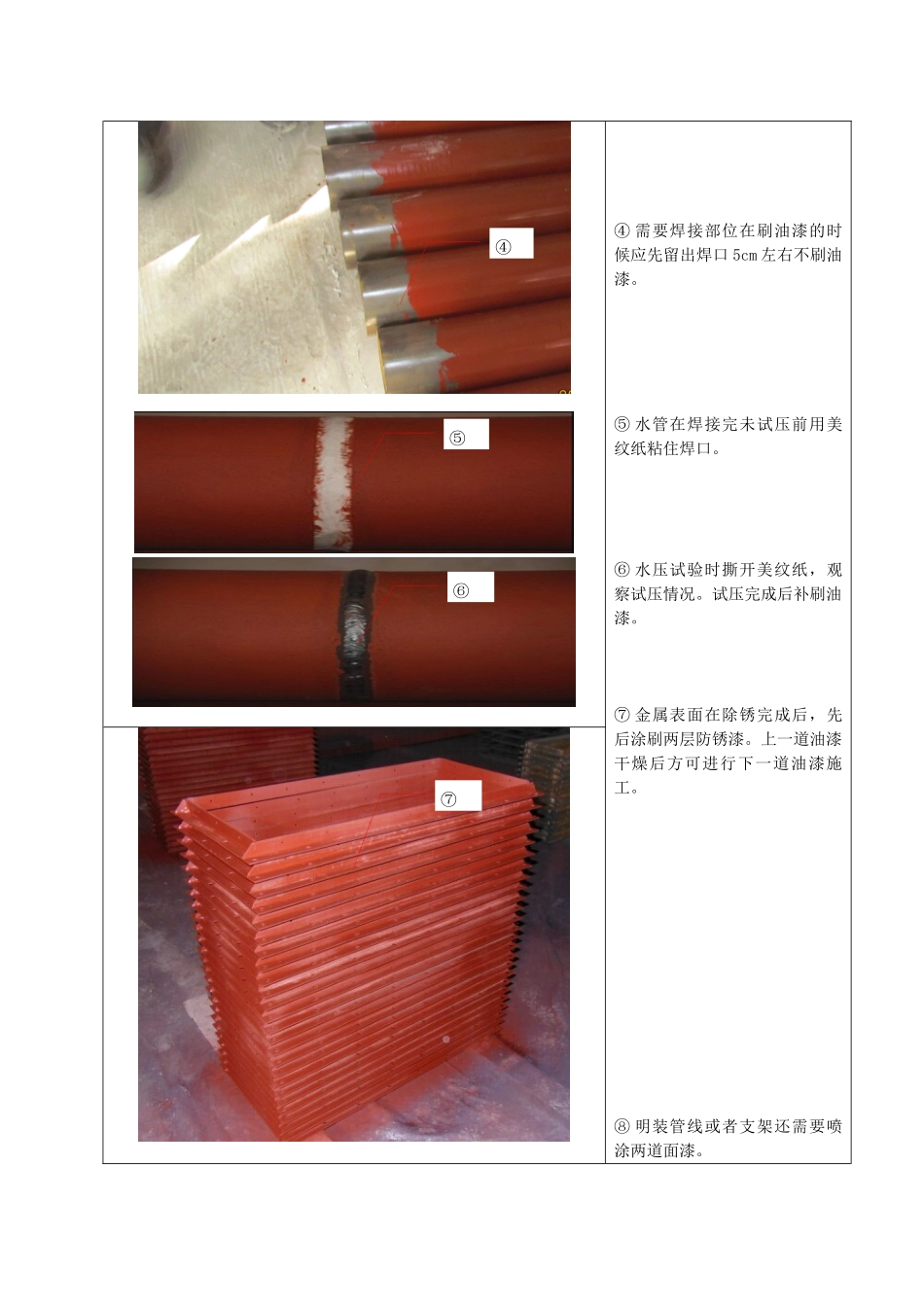
①②③④ 需要焊接部位在刷油漆的时候应先留出焊口 5cm 左右不刷油漆
⑤ 水管在焊接完未试压前用美纹纸粘住焊口
⑥ 水压试验时撕开美纹纸,观察试压情况
试压完成后补刷油漆
⑦ 金属表面在除锈完成后,先后涂刷两层防锈漆
上一道油漆干燥后方可进行下一道油漆施工
⑧ 明装管线或者支架还需要喷涂两道面漆
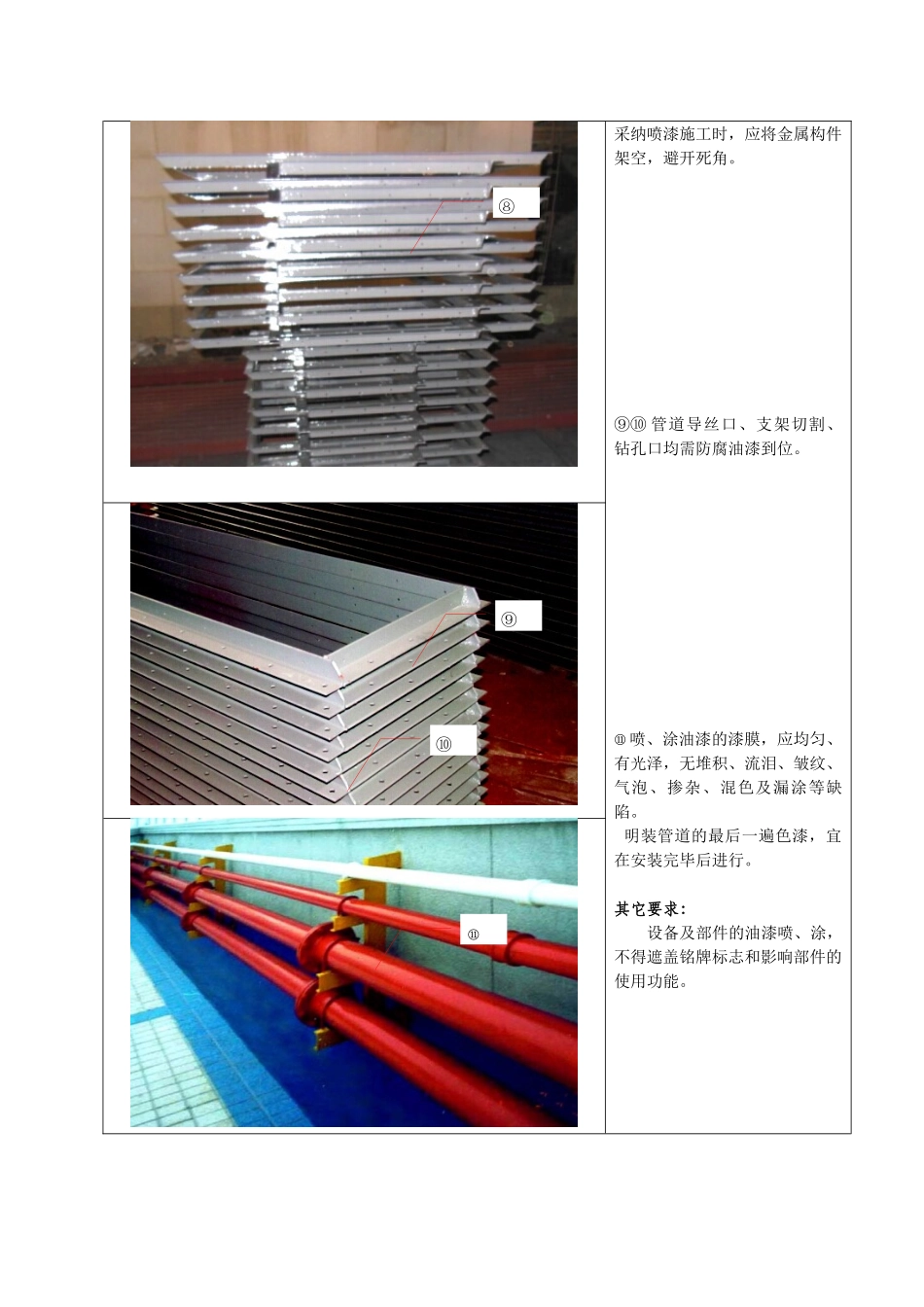
④⑤⑥⑦采纳喷漆施工时,应将金属构件架空,避开死角
⑨⑩ 管道导丝口、支架切割、钻孔口均需防腐油漆到位
⑪ 喷、涂油漆的漆膜,应均匀、有光泽,无堆积、流泪、皱纹、气泡、掺杂、混色及漏涂等缺陷
明装管道的最后一遍色漆,宜在安装完毕后进行
其它要求:设备及部件的油漆喷、涂,不得遮盖铭牌标志和影响部件的使用功能