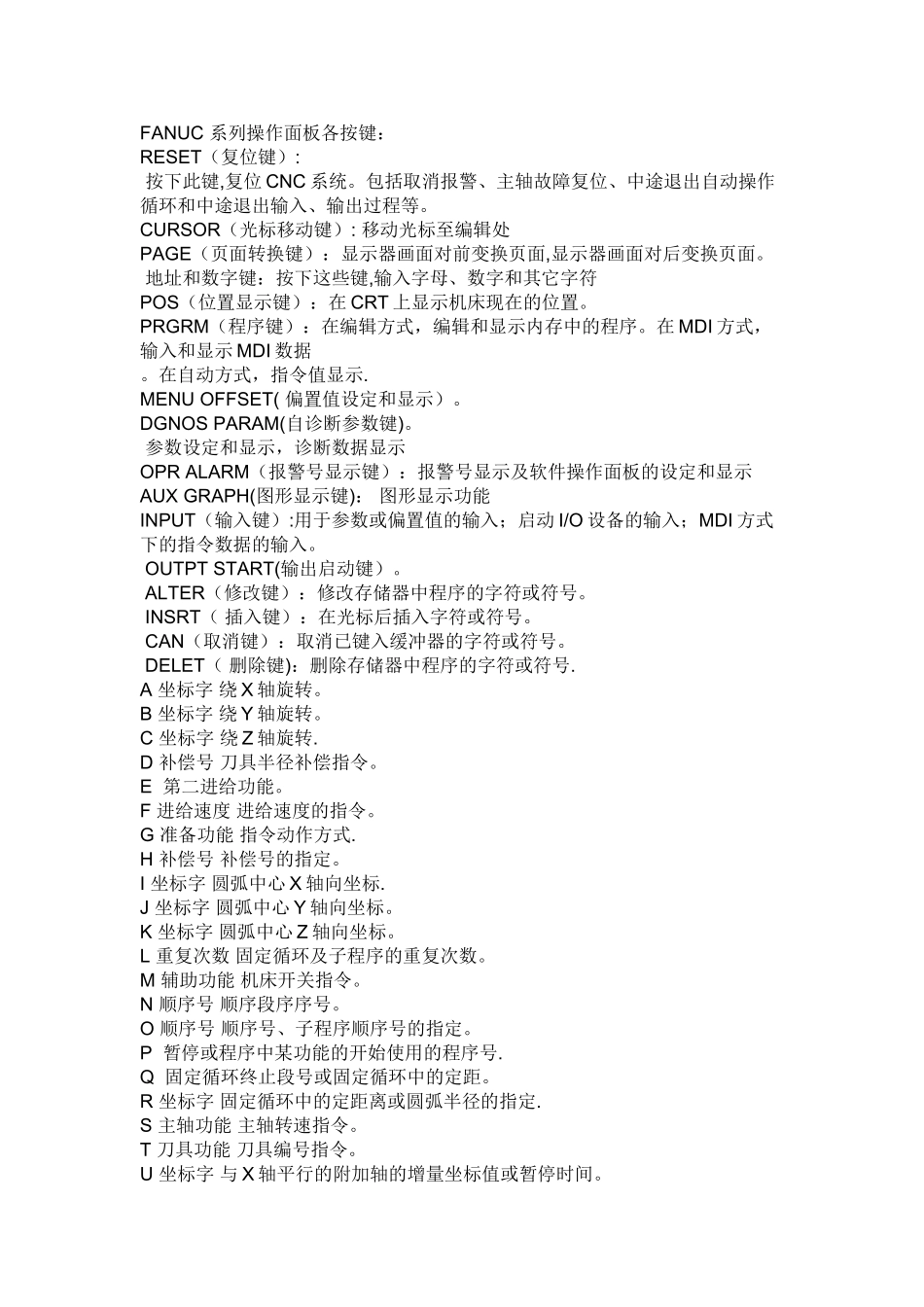
FANUC 系列操作面板各按键:RESET(复位键): 按下此键,复位 CNC 系统
包括取消报警、主轴故障复位、中途退出自动操作循环和中途退出输入、输出过程等
CURSOR(光标移动键): 移动光标至编辑处PAGE(页面转换键):显示器画面对前变换页面,显示器画面对后变换页面
地址和数字键:按下这些键,输入字母、数字和其它字符POS(位置显示键):在 CRT 上显示机床现在的位置
PRGRM(程序键):在编辑方式,编辑和显示内存中的程序
在 MDI 方式,输入和显示 MDI 数据
在自动方式,指令值显示
MENU OFFSET( 偏置值设定和显示)
DGNOS PARAM(自诊断参数键)
参数设定和显示,诊断数据显示OPR ALARM(报警号显示键):报警号显示及软件操作面板的设定和显示AUX GRAPH(图形显示键): 图形显示功能INPUT(输入键):用于参数或偏置值的输入;启动 I/O 设备的输入;MDI 方式下的指令数据的输入
OUTPT START(输出启动键)
ALTER(修改键):修改存储器中程序的字符或符号
INSRT( 插入键):在光标后插入字符或符号
CAN(取消键):取消已键入缓冲器的字符或符号
DELET( 删除键):删除存储器中程序的字符或符号
A 坐标字 绕 X 轴旋转
B 坐标字 绕 Y 轴旋转
C 坐标字 绕 Z 轴旋转
D 补偿号 刀具半径补偿指令
E 第二进给功能
F 进给速度 进给速度的指令
G 准备功能 指令动作方式
H 补偿号 补偿号的指定
I 坐标字 圆弧中心 X 轴向坐标
J 坐标字 圆弧中心 Y 轴向坐标
K 坐标字 圆弧中心 Z 轴向坐标
L 重复次数 固定循环及子程序的重复次数
M 辅助功能 机床开关指令
N 顺序号 顺序段序序号
O 顺序号 顺序号、子程序顺序号的指定
P 暂停或程序中某功能的开始使用的程