PLC 如何控制步进电机 用三菱 PLC 的 FX1S—14MT 以切纸机为例,大致阐述一下 PLC 控制步进电机的方法
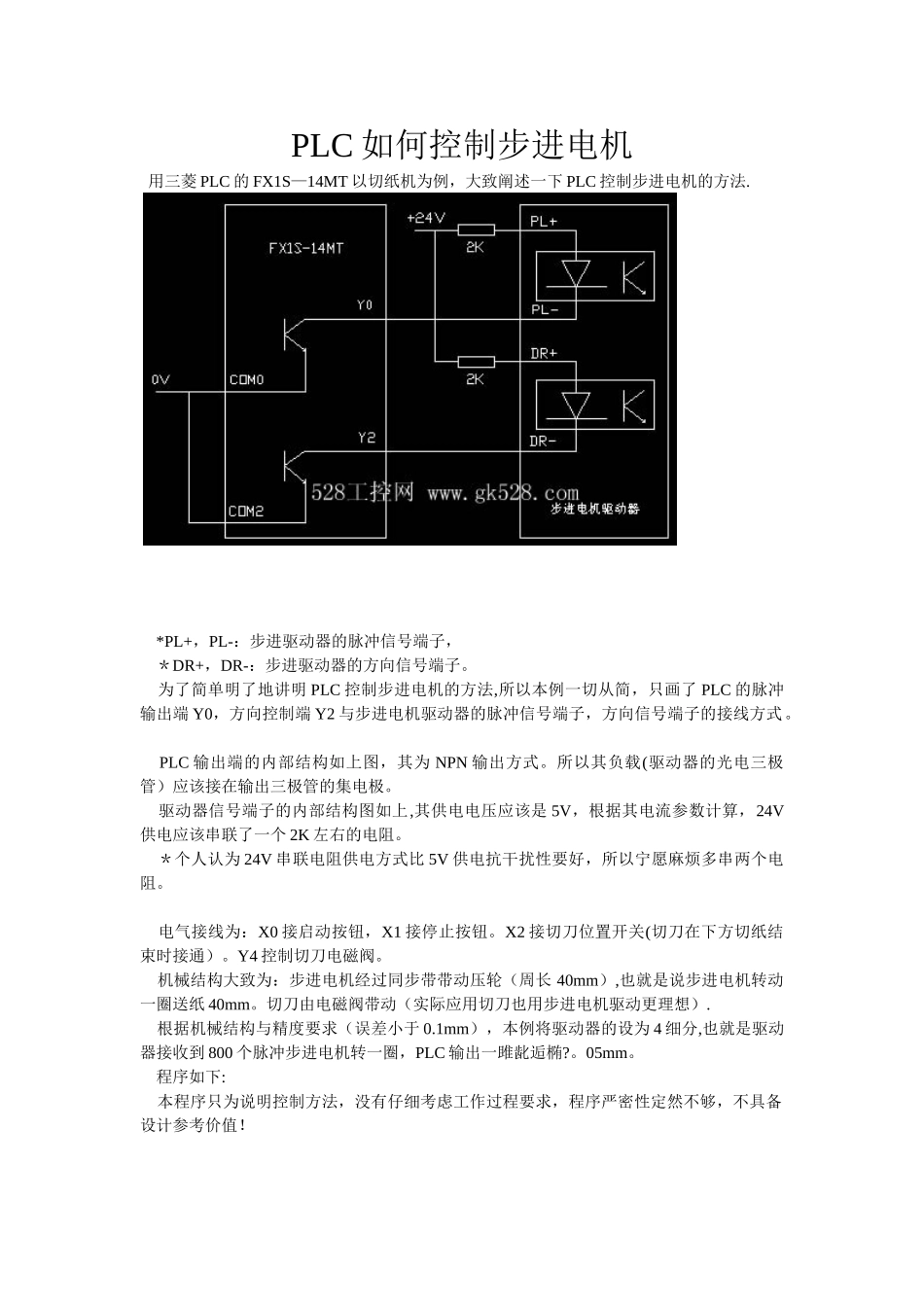
*PL+,PL-:步进驱动器的脉冲信号端子, *DR+,DR-:步进驱动器的方向信号端子
为了简单明了地讲明 PLC 控制步进电机的方法,所以本例一切从简,只画了 PLC 的脉冲输出端 Y0,方向控制端 Y2 与步进电机驱动器的脉冲信号端子,方向信号端子的接线方式
PLC 输出端的内部结构如上图,其为 NPN 输出方式
所以其负载(驱动器的光电三极管)应该接在输出三极管的集电极
驱动器信号端子的内部结构图如上,其供电电压应该是 5V,根据其电流参数计算,24V供电应该串联了一个 2K 左右的电阻
*个人认为 24V 串联电阻供电方式比 5V 供电抗干扰性要好,所以宁愿麻烦多串两个电阻
电气接线为:X0 接启动按钮,X1 接停止按钮
X2 接切刀位置开关(切刀在下方切纸结束时接通)
Y4 控制切刀电磁阀
机械结构大致为:步进电机经过同步带带动压轮(周长 40mm),也就是说步进电机转动一圈送纸 40mm
切刀由电磁阀带动(实际应用切刀也用步进电机驱动更理想)
根据机械结构与精度要求(误差小于 0
1mm),本例将驱动器的设为 4 细分,也就是驱动器接收到 800 个脉冲步进电机转一圈,PLC 输出一雎龀逅椭
程序如下: 本程序只为说明控制方法,没有仔细考虑工作过程要求,程序严密性定然不够,不具备设计参考价值
第 0 步:设定基底速度 120 转/分(一转 800 个脉冲,1600HZ 就是每秒 2 转),加速时间100ms,最高速度 600 转/分(一转 800 个脉冲,8000HZ 就是每秒 10 转)
HZ(赫兹)是频率单位,每秒 PLC 输出的脉冲个数
第 20 步,22 步:启动,停止操作
T0 的延时有防干扰作用