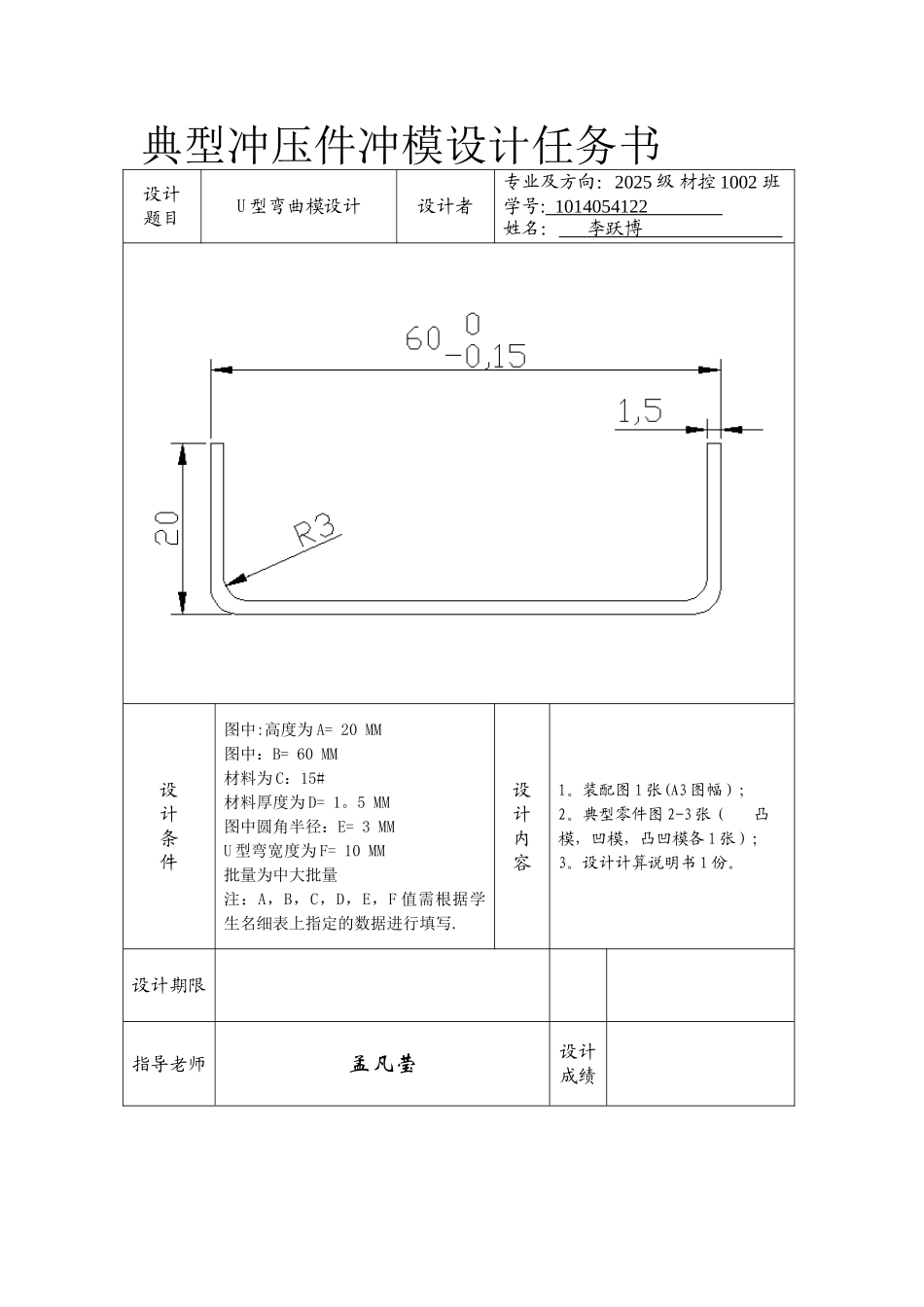
冲压模具综合性设计(典型冲裁件冲裁模设计)设计说明书 设计题目:U 型弯曲模设计 设计成绩: 适用课程冲压模设计、冲压工艺及冲模设计适用专业材料成型与控制工程(模具方向),材料成型专业(塑性与塑胶方向)指导老师孟凡莹学 生李跃博学 号1014054122班 级材控 1002 班部 门材料学院单 位陕西理工学院完成日期2025 年 6 月典型冲压件冲模设计任务书设计题目U 型弯曲模设计设计者专业及方向:2025 级 材控 1002 班学号: 1014054122 姓名: 李跃博 设计条件图中:高度为 A= 20 MM图中:B= 60 MM材料为 C:15# 材料厚度为 D= 1
5 MM图中圆角半径:E= 3 MMU 型弯宽度为 F= 10 MM批量为中大批量注:A,B,C,D,E,F 值需根据学生名细表上指定的数据进行填写
装配图 1 张(A3 图幅);2
典型零件图 2-3 张(凸模,凹模,凸凹模各 1 张);3
设计计算说明书 1 份
设计期限指导老师孟凡莹设计成绩目 录 目录 —3—一 冲压零件的工艺性分析 -4—二 毛坯展开长度的确定 —5—三 弯曲力的计算 —6—四 压力机的选择 -7—五 弯曲模工作部分尺寸的确定 —8—六、弯曲模模架及零件设计 —11— 七、模具各部分零件参数 -16- 八、模具的保养 —18-- 九、总结 -20—十、参考资料 —22—一 冲压零件的工艺性分析1、工序类型 根据零件的结构形状及批量要求,可采纳弯曲工序冲压成型,因此设计考虑弯曲工序
2、零件工艺分析由设计要求可知该零件材料为 15#钢,材料15#钢为软材料,在弯曲时有一定的凸凹模间隙
工件尺寸全部为自由公差,可看作 IT14 级,尺寸精度较低,普通弯曲就能满足要求
其弯曲性能良好
所需零件为 U 形件,结构简单对称,对弯曲成型较为有利故尺寸精度完全符合弯曲精度等级要