五金冲压连续模具设计法律规范 :產品展開標準文件編號:SB-B0035 一
目的返回上頁 推行作業標准化﹐實現模具設計快速統一
適用范圍沖模設計三.內容彎曲制品產品展開展開計算標准:1) 概算法 分為直邊部分與彎曲部分,以中立面的長度之和求得的方法
L=a+b+2πα°(R+λt) /360 彎曲形式 R/t λ 0
3 V 形彎曲 1
333~5 0
45 以上0
33 U 形彎曲 1
4 5 以上0
5Romanowski 的方法(V,U 形彎曲共用) R/t 0
475 2) 外側尺寸加算法:彎曲處很多時的計算法是先將外側尺寸全部加算,從其和減去取決于板厚和彎曲半徑兩要素的伸長量
L=(l1+l2+l3+…ln)-(n—1)c﹛﹜ n-1…… 彎曲處數目 C ……伸長補正系數 板厚 1
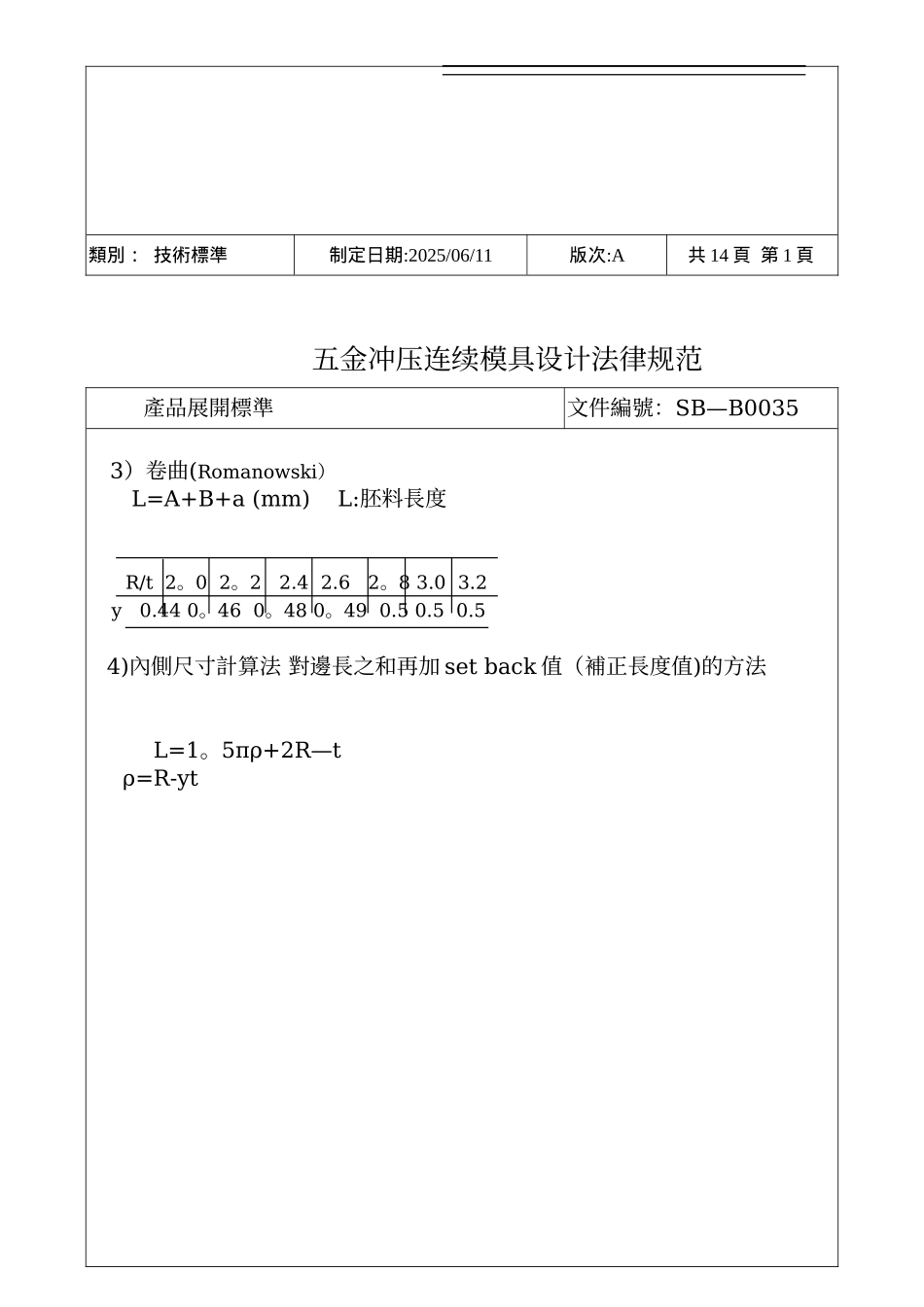
0類別: 技術標準制定日期:2025/06/11版次:A共 14 頁 第 1 頁五金冲压连续模具设计法律规范 產品展開標準文件編號:SB—B0035 3)卷曲(Romanowski)L=A+B+a (mm) L: 胚料長度 R/t 2
5 4) 內側尺寸計算法 對邊長之和再加 set back 值(補正長度值)的方法 L=1
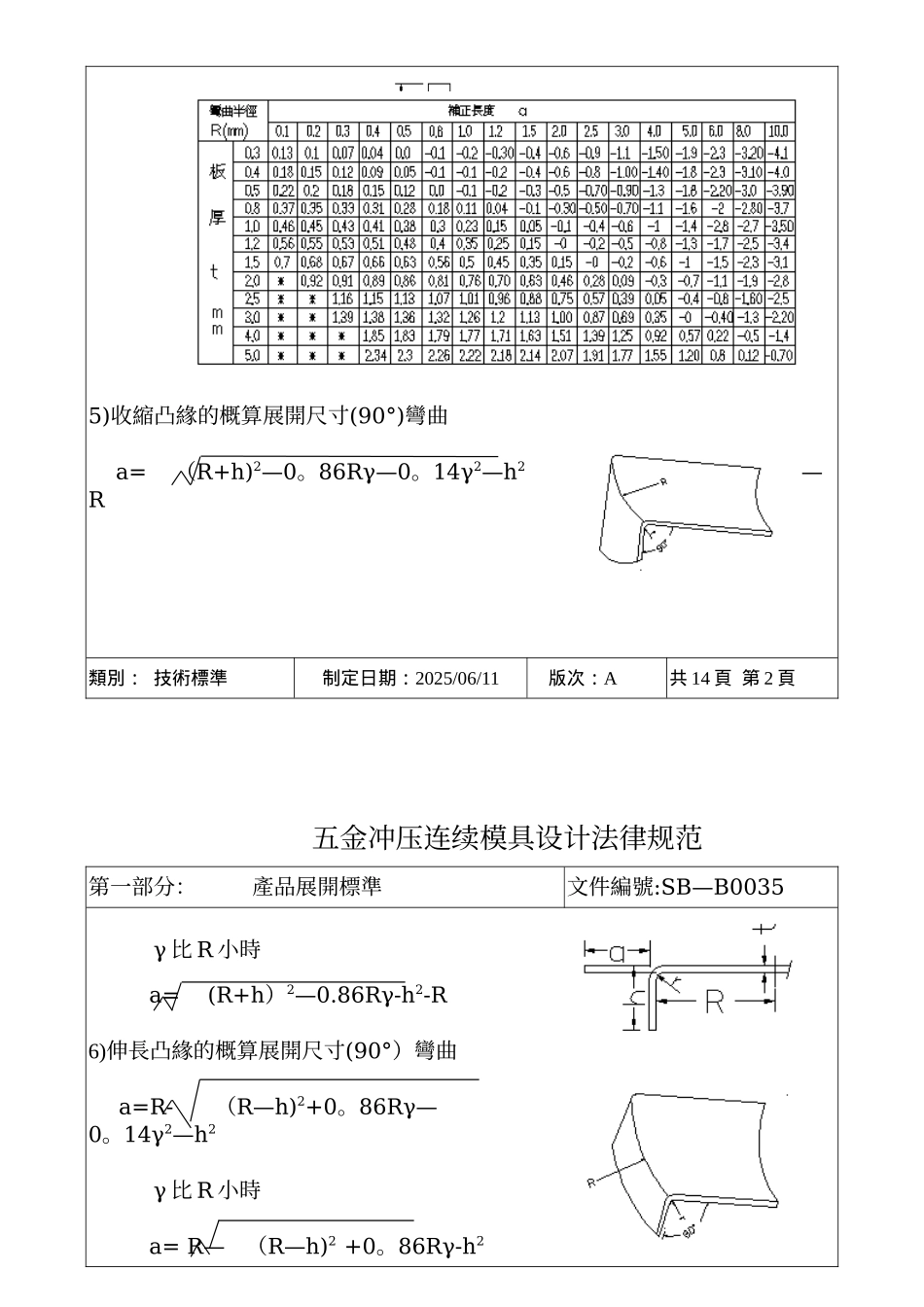
5πρ+2R—t ρ=R-yt 5)收縮凸緣的概算展開尺寸(90°)彎曲 a= (R+h)2—0
86Rγ—0