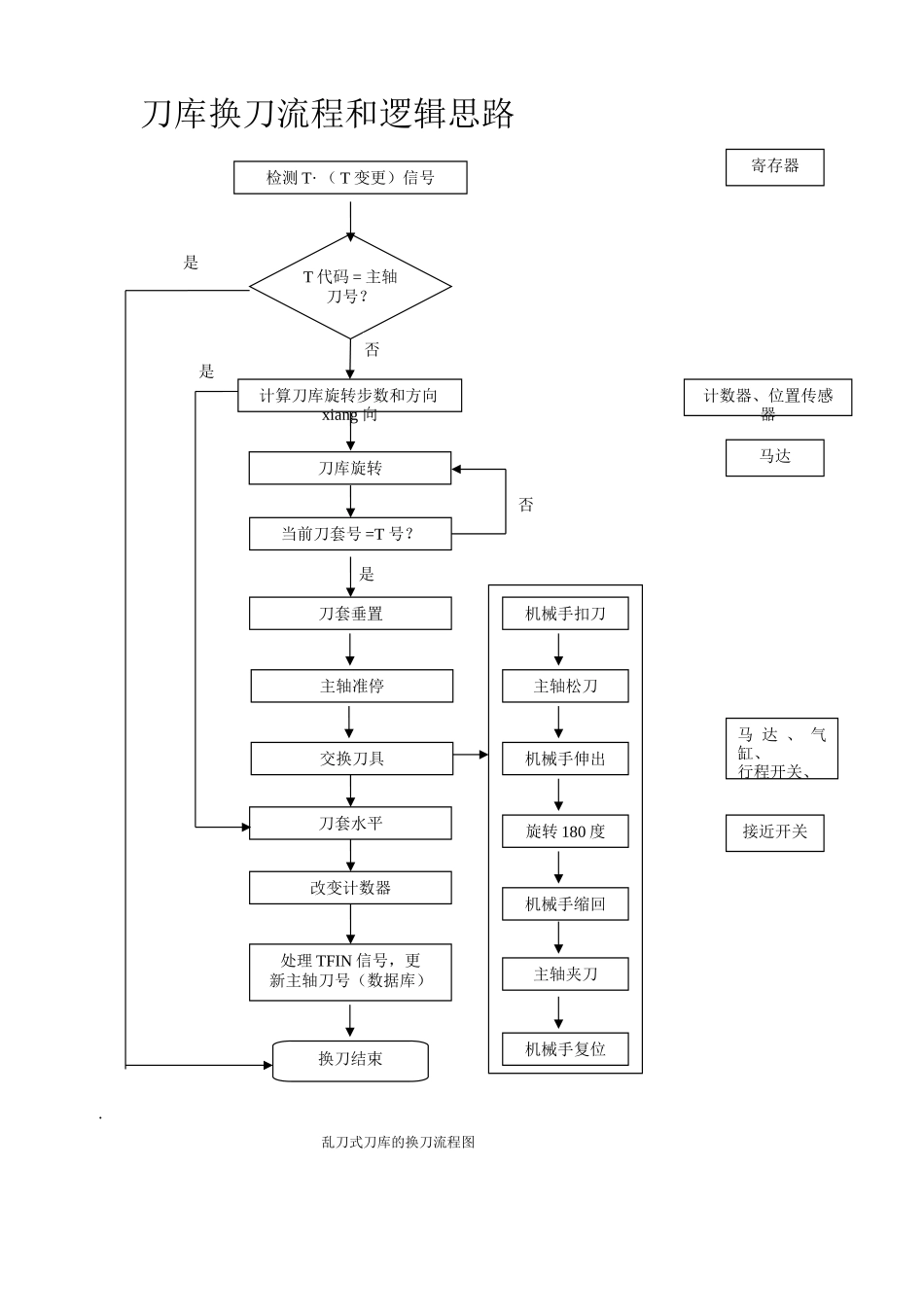
刀库换刀流程和逻辑思路· 乱刀式刀库的换刀流程图检测 T· ( T 变更)信号T 代码 = 主轴刀号
否是是刀库旋转当前刀套号 =T 号
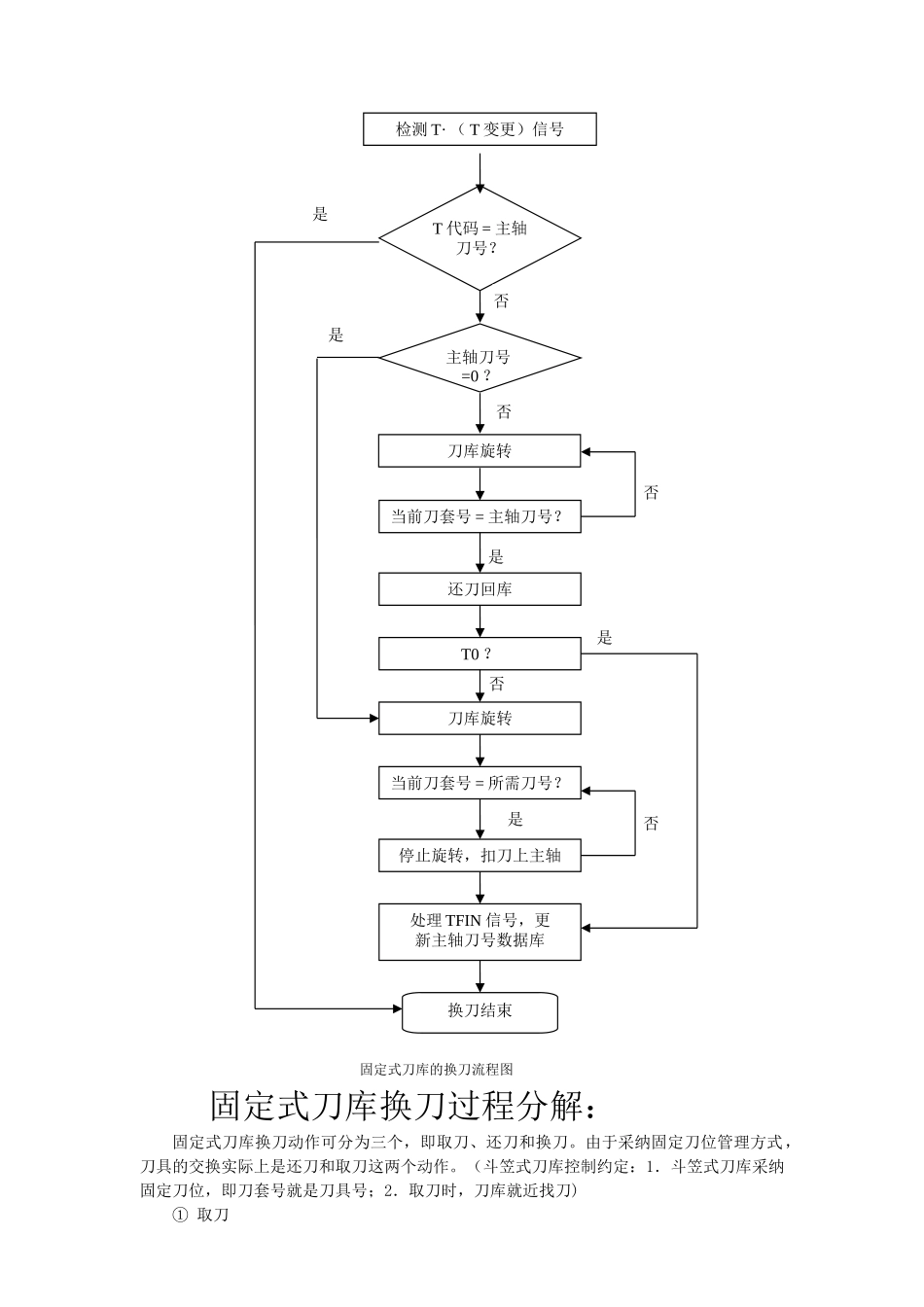
刀套垂置是刀套水平否改变计数器处理 TFIN 信号,更新主轴刀号(数据库)换刀结束计算刀库旋转步数和方向xiang 向寄存器计数器、位置传感器马达马 达 、 气缸、行程开关、接近开关机械手扣刀主轴准停交换刀具机械手伸出主轴松刀旋转 180 度机械手缩回主轴夹刀机械手复位 固定式刀库的换刀流程图固定式刀库换刀过程分解:固定式刀库换刀动作可分为三个,即取刀、还刀和换刀
由于采纳固定刀位管理方式,刀具的交换实际上是还刀和取刀这两个动作
(斗笠式刀库控制约定:1.斗笠式刀库采纳固定刀位,即刀套号就是刀具号;2.取刀时,刀库就近找刀)① 取刀检测 T· ( T 变更)信号T 代码 = 主轴刀号
否主轴刀号=0
否是是刀库旋转当前刀套号 = 主轴刀号
还刀回库是刀库旋转否当前刀套号 = 所需刀号
停止旋转,扣刀上主轴是否处理 TFIN 信号,更新主轴刀号数据库换刀结束T0
是否现状:主轴上无刀具编程:M06 T*刀库动作描述:② 还刀现状:主轴上有刀具编程:M06 T0刀库动作描述:③ 换刀现状:主轴上有刀具编程:M06 T*刀库动作描述:刀具交换的过程,就是还刀加上取刀的过程
固定式刀库自动换刀装置电气控制电气控制电路包括接强电电路和 PMC 控制电路两部分
下图所示为接触器控制电路
主电路由空气开关 QF、KM1 主触点、KM2 主触点、三相异步沟通电机 M 等组成
控制电路中中间继电器KA1 与 KA2 分别控制接触器 KM1 和 KM2 的线圈,控制刀库电机 M 的正反转和停机制动
实现刀具的选择从而达到精确选刀的目的
电动刀库电气控制线路图四、固定式刀库自动换刀装置的 PMC 控制 PMC 控制包括硬件控制和软件控制两方面
硬件控制包括