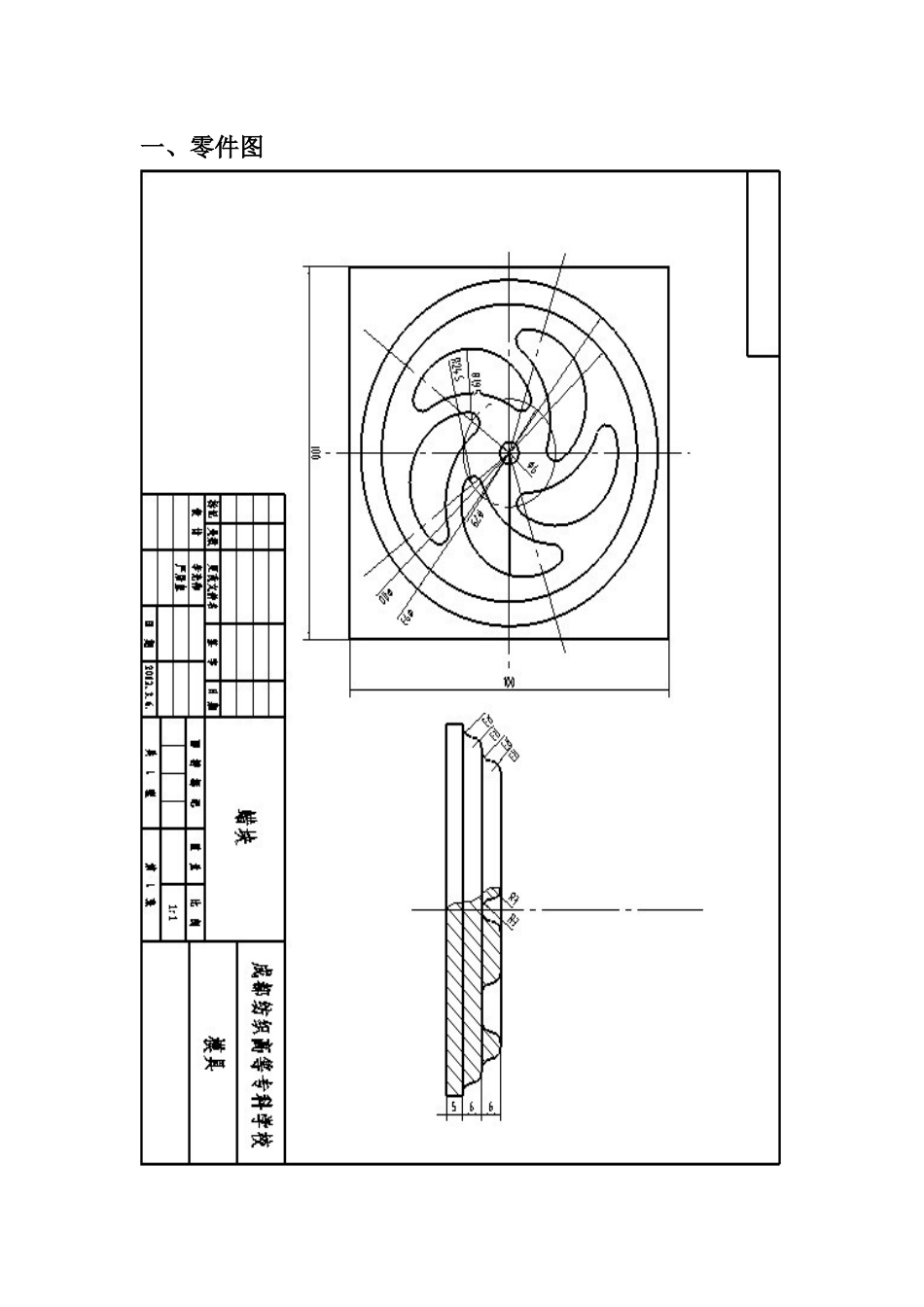
数控铣操作实训报告系别:机械工程与自动化班级:数控092姓名:李光伟学号:200904051023一、零件图二、工艺过程由于本零件有直面和曲面的加工,所以最好是先用Φ10mm的平面铣刀粗铣轮廓,留0
5mm的加工余量,然后用Φ6mm的球头铣刀精铣,球头铣刀的刀头直径为6mm
最后在钳工去毛刺
主要的工艺路线如下:1
备料:取100mmx100mm的腊块作为毛坯
粗铣平面:用Φ16mm的平面铣刀粗铣平面
粗铣轮廓:用Φ10mm的平面铣刀粗铣轮廓,为后面的精铣留0
5mm的加工余量
精铣轮廓:用Φ6mm的球头铣刀精铣轮廓,达到加工尺寸
去毛刺:钳工去毛刺
检验:按照零件图检验尺寸是否达到要求
三、生成加工曲线及程序1
打开caxa2011制造工程师,运用所学的制图知识绘制零件图所对应的三维造型如下图所示2
定义毛坯如下图所示3
生成粗铣轮廓加工曲线如下图所示,后处理生成加工程序%:0001N10G90G54G40N12G00Z10
000M03N14X-13
842Y18
550Z15
000N16Z2
500N18G01Z-2
500F100N20G02X-10
517Y18
000J-14
004F50
(中间程序省略)
N1638G01X50
000N1640Z-8
500F100N1642G00Z10
000N1644X100
000Y100
000N1646M05N1648M30%4
生成精铣轮廓加工曲线如下图所示,后处理生成加工程序%:0002N10G90G54G40N12G00Z10
000M03N14X-50
085Y-50
033N16Z-8
915N18G01Z-11
915F100N20X-49
793Y-50
100Z-11
907F100
(中间程序省略)
N4350X50
100Y49
808N4352X