第1页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共11页深孔弧门面板整体铣削加工施工工装刘霞(中国水利水电第七工程局水工机械厂四川彭山)摘要:水工钢闸门制作中深孔弧门通常需要将弧门面板进行整体铣削加工,而这种超大型设备加工在大型的制造厂通常采用数控镗铣床进行铣削加工,一般水工产品制造单位不具备这种能力,为此,我们针对弧门面板整体铣削加工要求自行研制一套弧门面板铣削专用工装和加工工法,供同行参考
关键词:深孔弧门面板铣削工装原理划规设计工艺原理质量控制环保措施1
前言深孔弧门面板铣削通常需采用数控镗铣床进行铣削加工,一般水工产品制造单位没有大型数控镗铣床这种设备,通常以高额的费用拿到具备这种加工能力的大型制造厂进行加工,加大了产品的制造成本,并影响产品生产工期
为此,我们针对深孔弧面板整体铣削加工要求以及弧门相关几何尺寸规格设计了一套专用弧门面板铣削的工装
通过这种工装,我们成功完成了苏丹麦洛维电站3套深孔低位泄水弧门面板的铣削加工,斜卡电站放空洞弧门面板的铣削加工
该工装还将继续为今后加工同类产品其它规格的深孔弧门进行服务
工装设计原理经加工苏丹低位泄水弧门面板为例
苏丹麦洛维电站4×2
5-57m低位泄水弧门,门叶结构尺寸:弧门半径R7500mm,面板弧长6025mm,面板宽5582mmmm;面板材质为2Cr13,加工粗糙度要求不低于12
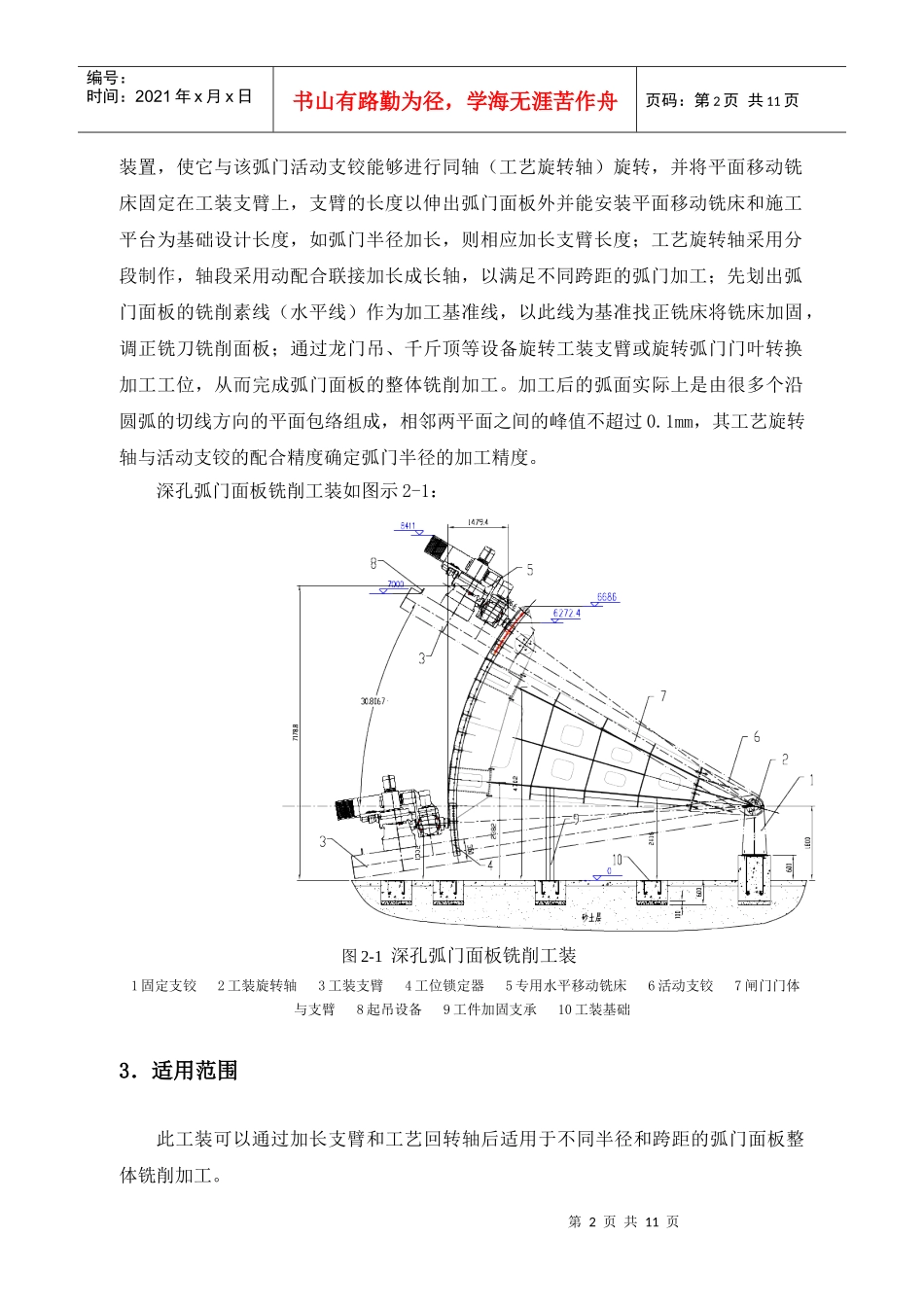
根据该弧门的结构特点,设计的工装能将平面移动铣床与该弧门一起通过弧门支铰装置同轴旋转,通过铣床旋转或弧门旋转来转换加工工位,从而实现面板铣削加工
工装的设计原理如下:根据该弧门的旋转半径,设计一套工装支臂和固定支铰第2页共11页第1页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共11页装置,使它与该弧门活动支铰能够进行同轴(工艺旋转轴)旋转,并将平面移