中石化油管和套管采购技术规范(第1部分:普通油管和套管)2012年10月1日启用调整部分整理河南南阳市油田机械公司中石化油管和套管采购技术规范(第1部分:普通油管和套管)2012年10月1日启用调整部分整理《中石化油管和套管采购技术规范》与APISPEC5CT第9版2011《套管和油管规范》和APISPEC5B第十五版2008《套管、油管和管线管螺纹的加工、测量和检验规范》(部分内容)相比对,主要调整部分整理如下(蓝色字体为新增,红色字体为删减,橙色为修改参数):a)删除了APISPEC5CT:2011《套管和油管规范》的特别声明和前言;b)对于“3规范性引用文件”中,增加了ISO4967、ASTME45和ASTME1245三个方法;c)对于“6
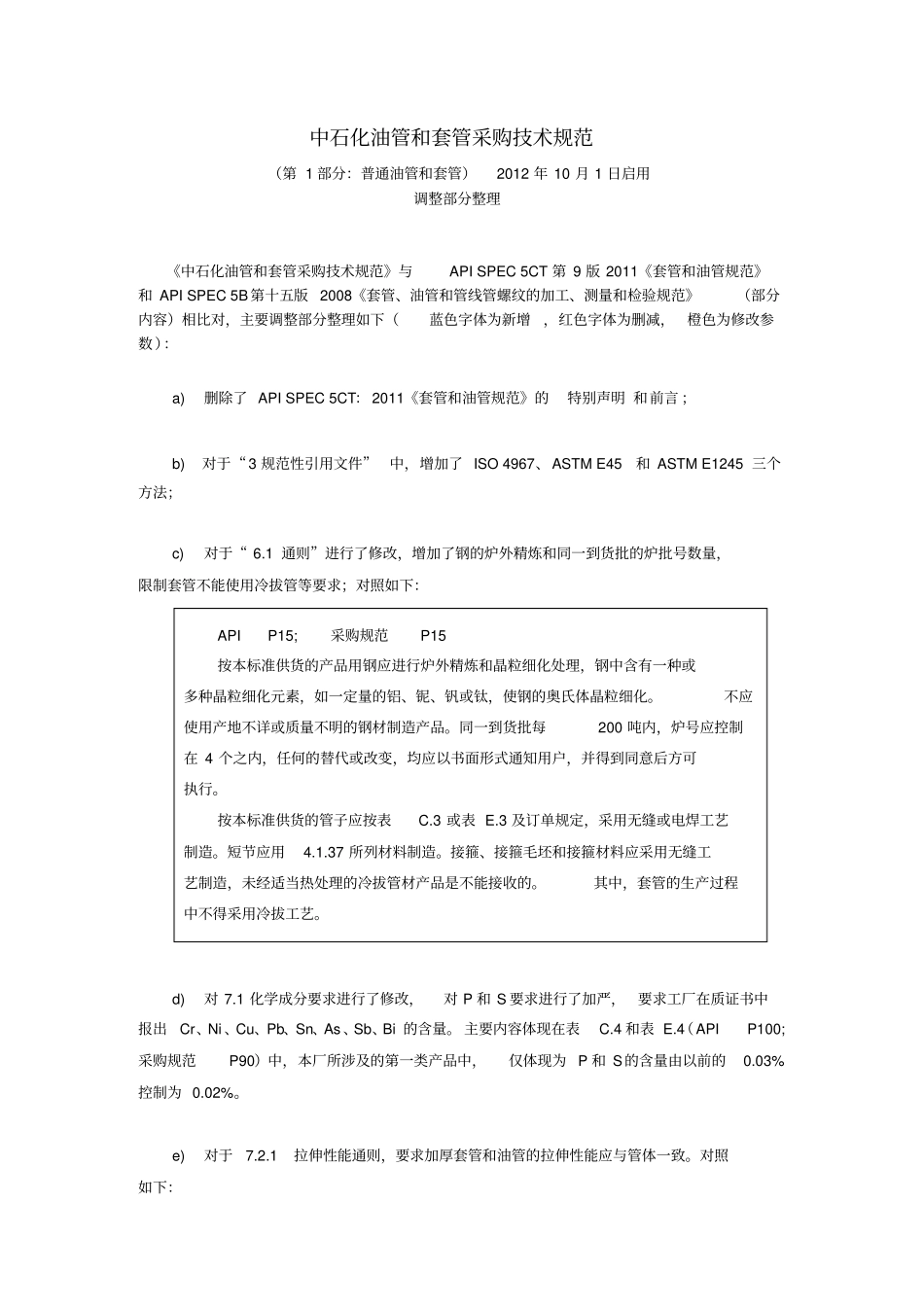
1通则”进行了修改,增加了钢的炉外精炼和同一到货批的炉批号数量,限制套管不能使用冷拔管等要求;对照如下:d)对7
1化学成分要求进行了修改,对P和S要求进行了加严,要求工厂在质证书中报出Cr、Ni、Cu、Pb、Sn、As、Sb、Bi的含量
主要内容体现在表C
4(APIP100;采购规范P90)中,本厂所涉及的第一类产品中,仅体现为P和S的含量由以前的0
03%控制为0
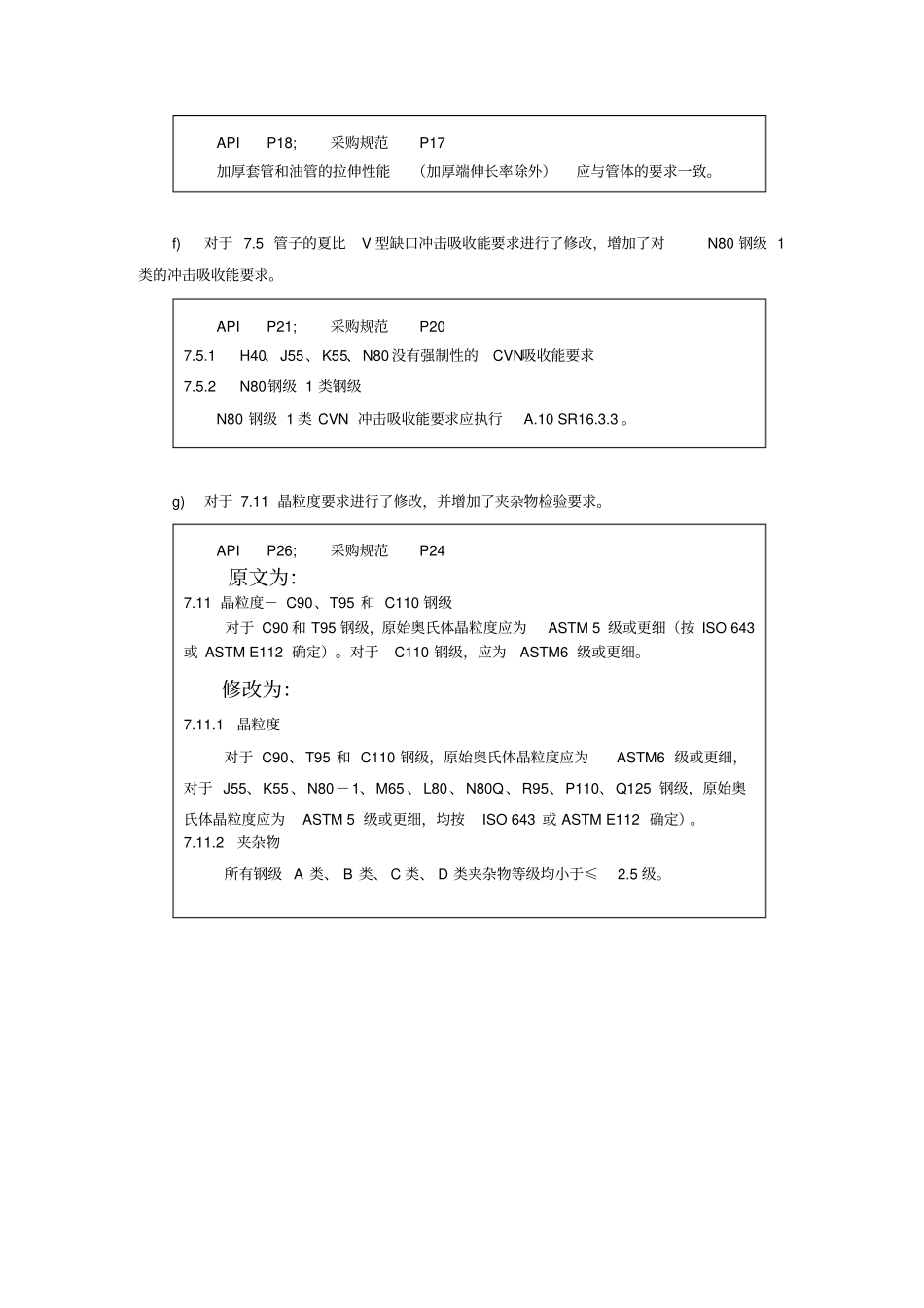
1拉伸性能通则,要求加厚套管和油管的拉伸性能应与管体一致
对照如下:APIP15;采购规范P15按本标准供货的产品用钢应进行炉外精炼和晶粒细化处理,钢中含有一种或多种晶粒细化元素,如一定量的铝、铌、钒或钛,使钢的奥氏体晶粒细化
不应使用产地不详或质量不明的钢材制造产品
同一到货批每200吨内,炉号应控制在4个之内,任何的替代或改变,均应以书面形式通知用户,并得到同意后方可执行
按本标准供货的管子应按表C
3及订单规定,采用无缝或电焊工艺制造
37所列材料制造
接箍、接箍毛坯和接箍材料应采用无缝工艺制造,未