文件名称下摆机研磨工艺制定时间版次第一版作成审核批准具体内容一、目的:光学零件的抛光是获得光学表面最重要的工序
1、去除精磨的破坏层达到规定的外观质量要求
2、精修面形,达到图纸规定的曲率半径R值,并满足零件光圈数N及光圈局部误差△N的要求
二、抛光机理:认为抛光是精磨的继续,它们从本质上是相同的,都是尖硬的磨料颗粒对玻璃表面进行微小切削作用的结果
但由于抛光是用很细颗粒的抛光剂
所以微小切削作用可以在分子大小范围内进行
由于抛光模与镜片表面相当吻合,因此抛光时切向力很大,从而使玻璃表面凸凹微痕结构被切削掉,逐渐形成光滑的表面
实验表明抛光粉粒度在一定范围时,粒度越大,抛光效率越高;抛光粉硬度越高,抛光速率越高(如氧化铈Ce02抛光粉比红粉Fe203硬度高,前者比后者抛光速率高2~3倍)
另外在一定范围内,增大抛光压力,提高主轴转速,抛光速率显著提高,高速抛光即是依此而发展起来的
通过实验测得,抛光去除掉的玻璃颗粒尺寸大约为1~1
仅从以上几点即可以看出抛光的机械磨削作用是十分明显的
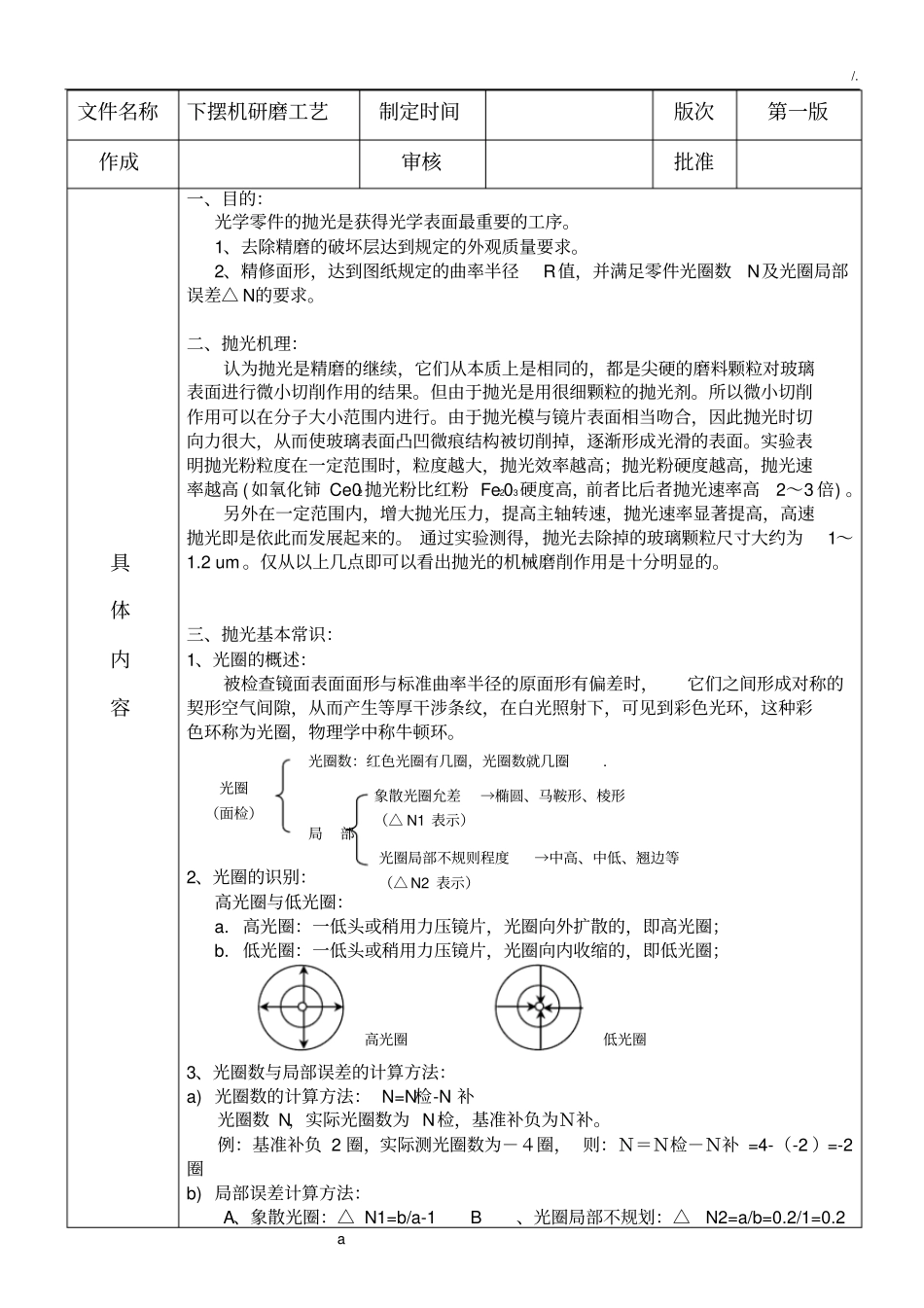
三、抛光基本常识:1、光圈的概述:被检查镜面表面面形与标准曲率半径的原面形有偏差时,它们之间形成对称的契形空气间隙,从而产生等厚干涉条纹,在白光照射下,可见到彩色光环,这种彩色环称为光圈,物理学中称牛顿环
2、光圈的识别:高光圈与低光圈:a
高光圈:一低头或稍用力压镜片,光圈向外扩散的,即高光圈;b
低光圈:一低头或稍用力压镜片,光圈向内收缩的,即低光圈;3、光圈数与局部误差的计算方法:a)光圈数的计算方法:N=N检-N补光圈数N,实际光圈数为N检,基准补负为N补
例:基准补负2圈,实际测光圈数为-4圈,则:N=N检-N补=4-(-2)=-2圈b)局部误差计算方法:A、象散光圈:△N1=b/a-1B、光圈局部不规划:△N2=a/b=0
2光圈(面检)光圈数:红色光圈有几