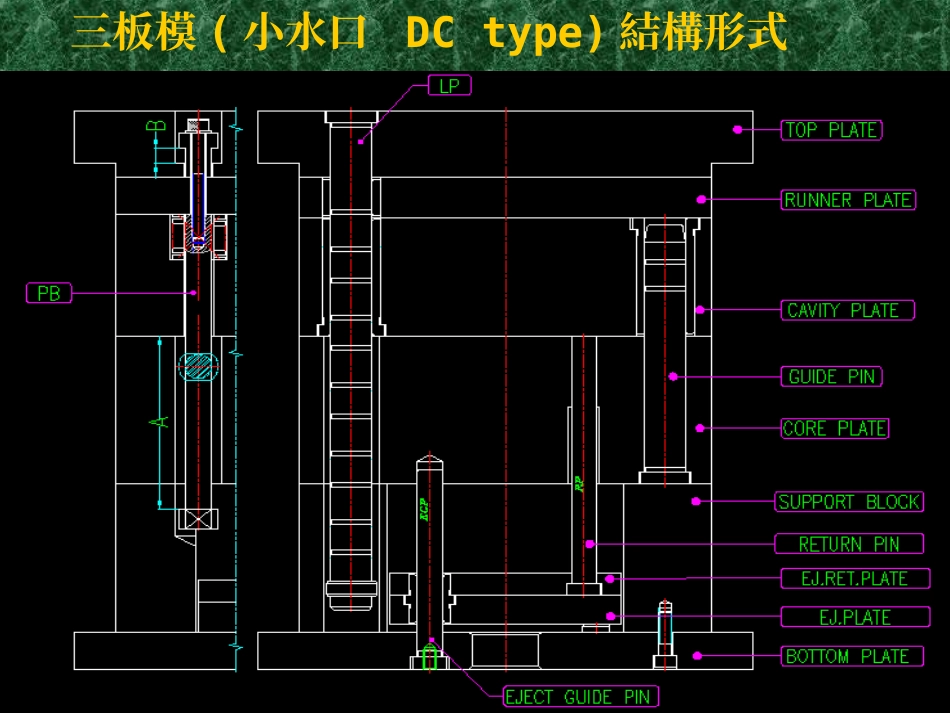
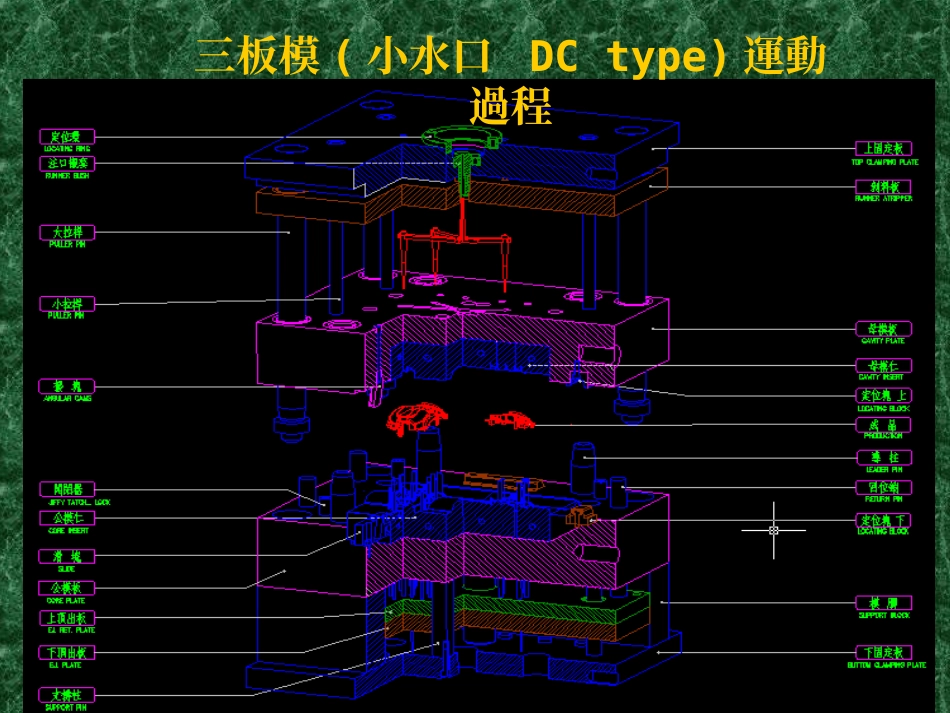
模具基本結構簡介之三板模三板模(小水口DCtype)結構形式三板模(小水口DCtype)運動過程典型的三板模(小水口DCtype)運動過程:開模過程:三板模有兩次分型,第一次在剝料板與母模板之間,第二次在母模板與公模板之間1
當公模側起初受到注塑機的拉力時,公母模板之間由於裝有開閉器,而剝料板與母模板之間沒有任何連結和阻礙,(多數情況下小拉桿上還裝有彈簧)這時在拉力作用下剝料板與母模板首先分開,母模板隨著公模板一起向後運動,運動到設定距離時,被小拉桿限位塊擋住,由於母模板隨注塑機繼續向後運動,這樣小拉桿也被帶動,它又帶動剝料板運動一個設定距離,以便將料頭打下
個設定距離運動完後,小拉桿和母模板都停止運動
注塑機繼續向後運動,拉力不斷增大,超過開閉器鎖緊力
母模板與公模板分開
分開到設定距離時停止不動
在脊桿地推動下,頂出板帶動頂出機構(頂針,頂桿,斜稍etc)開始頂出運動,將成品頂出(自動落下或由機械手取走)合模過程:當頂出板上有拉回機構時,在合模前,頂出板被注塑機強制拉回
(1)在注塑機地推動下,公模側向母模側運動,若頂出板沒有被預先拉回,RP最先接觸母模板,在反作用力下,頂出板在RP的帶動下回位
(2)公模板壓向母模板和剝料板,最後完全合緊,注塑機上的噴嘴與模具上的注口襯套密合,開始注塑
這樣就完成塑膠模具的整個運動周期
小拉杆设计方法A:直径确定300×300以下Φ16300→450Φ20450→600Φ25600以上Φ30B:通常取四支两支,注意是否影响料头取出位置C:小拉杆行程=料头总长+20~35mmD:注意小拉杆上端T形套安装时需加装弹簧垫圈E:在剥料板与母模板间加弹簧,弹簧行程取20左右
三板模设计A:大拉杆直径计算B:大拉杆位置D1=大拉杆直径+5mmC
大拉杆行程=小拉杆行程+剥料头行程(8mm)+安全值(2mm)D
400以下的模座可以不需要G