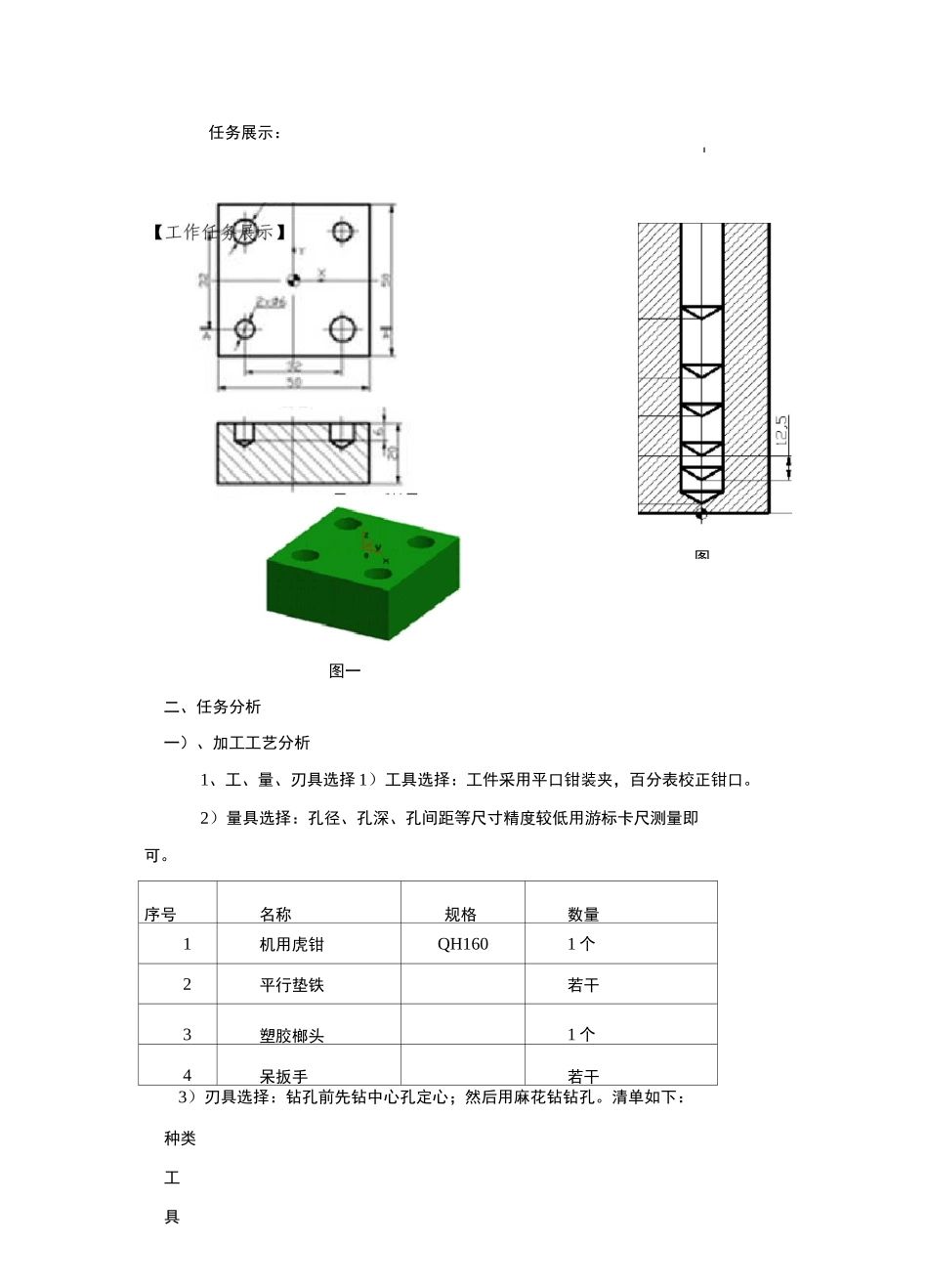
数控铣编程与加工钻孔加工授课人:临朐县职教中心数控铣编程与加工》教学情境之:孔加工钻孔课程:数控铳编程与加工课程单元名称:孔加工---钻孔授课专业:数控类任务展示:图一二、任务分析一)、加工工艺分析1、工、量、刃具选择1)工具选择:工件采用平口钳装夹,百分表校正钳口
2)量具选择:孔径、孔深、孔间距等尺寸精度较低用游标卡尺测量即可
序号名称规格数量1机用虎钳QH1601个2平行垫铁若干3塑胶榔头1个4呆扳手若干L图3)刃具选择:钻孔前先钻中心孔定心;然后用麻花钻钻孔
清单如下:种类工具数控铣编程与加工》教学情境之:孔加工钻孔2.加工工艺方案(1)孔的种类及常用加工方法①按孔的深浅分浅孔和深孔两类;当长径比(L/D孔深与孔径之比)小于5时为浅孔,大于等于5时为深孔
②按工艺用途分,孔有以下几种
①用中心钻钻中心孔
②用◎钻头钻①6盲孔
③用①8钻头钻①8盲孔(3)合理切削用量选择加工塑料件,钻孔深度较浅,切削速度可以提高,但垂直下刀进给量应小,参考切削用量参数见表刀具号刀具规格工序内容F(mm/min)S(r/min)T1A2中心钻钻2x①6及2x①8的中心孔1001000T2①6麻花钻钻2x06的盲孔1001200T3①8麻花钻#2x08的盲孔1001000三、以任务为导向的相关知识点知识点一:浅孔循环指令1、指令功能:刀具以指定的主轴转速和进给速度进行钻孔,到给定的钻削深度,退刀时以快速移动速度退回
法那克系址G3I