1xxx中等职业技术学校2017-2018学年度第二学期教案科目:车工工艺与技能实训任课教师:xxx序号:8课题内孔综合件授课时数2授课日期周四:3月20日授课班级17数控(1)课型:实操课教学目标:1、知识与能力目标1)了解台阶孔的作用和要求
2)车削台阶孔的方法
3)合理选择车削时的切削用量
4)正确使用量具检查内孔的方法
5)理解内孔综合件的工艺流程
2、过程与方法目标1)尝试在学习过程中发现问题并形成分析、解决问题的能力;2)学会观察教师示范操作,并通过思考、训练转换为自己的操作技能;3、情感态度与价值观目标1)体会按图加工的严谨性、专业俗语表达及现场管理要求培养职业素养,追求零件质量意识
2)积极参与同组(同台机床)合作学习,学会交流、合作、相互探讨等有效沟通切磋
教学重点:1、能正确选用车台阶孔的刀具及内孔车刀的正确安装
2、能正确制定内孔综合件的加工工艺,掌握台阶孔车削及测量技术
教学难点:台阶孔尺寸的控制
教学方法:演示法、理论实践一体化教学法、巡回指导等教学方法和练习法等
学法:1.理实一体引导学生在观察、巡回指导过程中更好加工好轴套,让学生学有所用
2.学做合一做中学,学中做,让学生在实践中学习知识,习得技能,获得能力
3.合作互动应用合作学习方式,为学生营造一个生生互动、师生互动的合作情境,引导学生积极主动学习,从实践中感受学习的乐趣
教学组织过程:学生集中点名:(约2分钟)检查学生防护用品的穿戴,工作衣穿戴是否整齐,文明安全操作教育
一、课前复习:通孔车削方法:(约5分钟)(1)基本上跟车外圆一样,只是进刀和退刀的方向相反
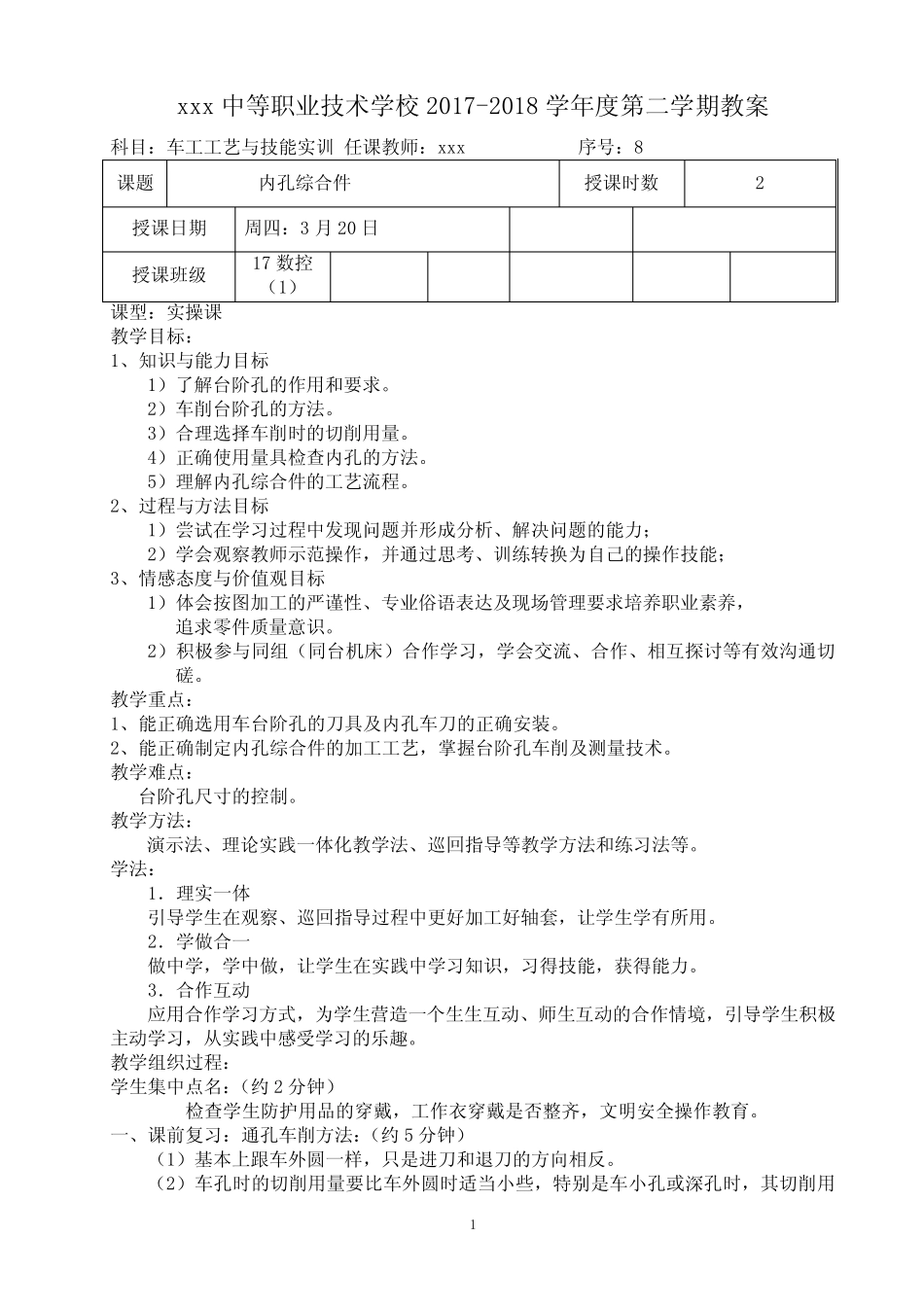
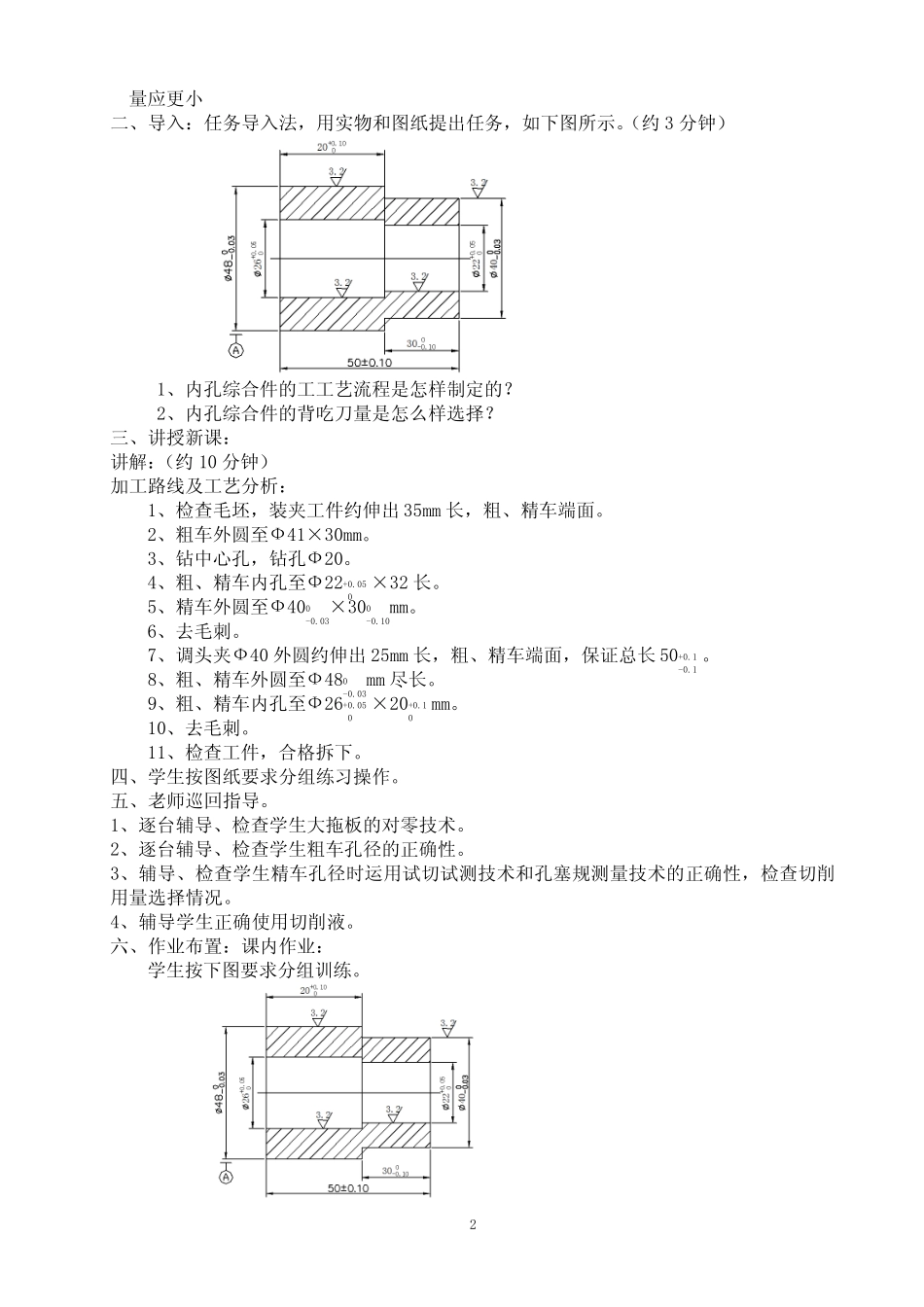
(2)车孔时的切削用量要比车外圆时适当小些,特别是车小孔或深孔时,其切削用2量应更小二、导入:任务导入法,用实物和图纸提出任务,如下图所示
(约3分钟)1、内孔综合件的工工艺流程是怎样制定的
2、内孔综合件的背吃刀量是怎么样选择