2015年“质量活动年”供应商动员大会第一页,共三十一页
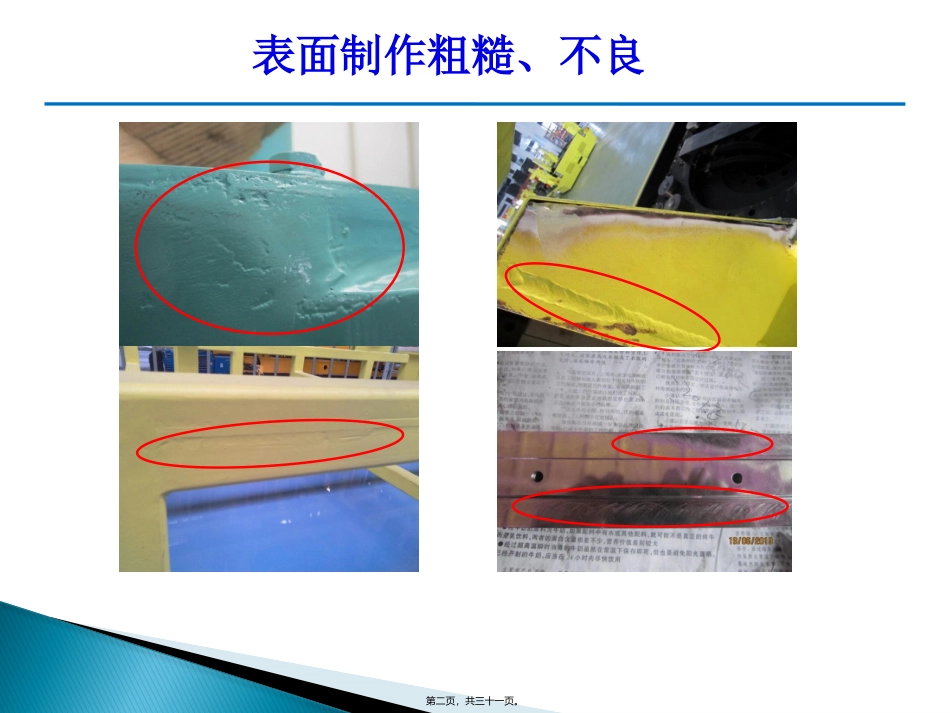
表面制作粗糙、不良第二页,共三十一页
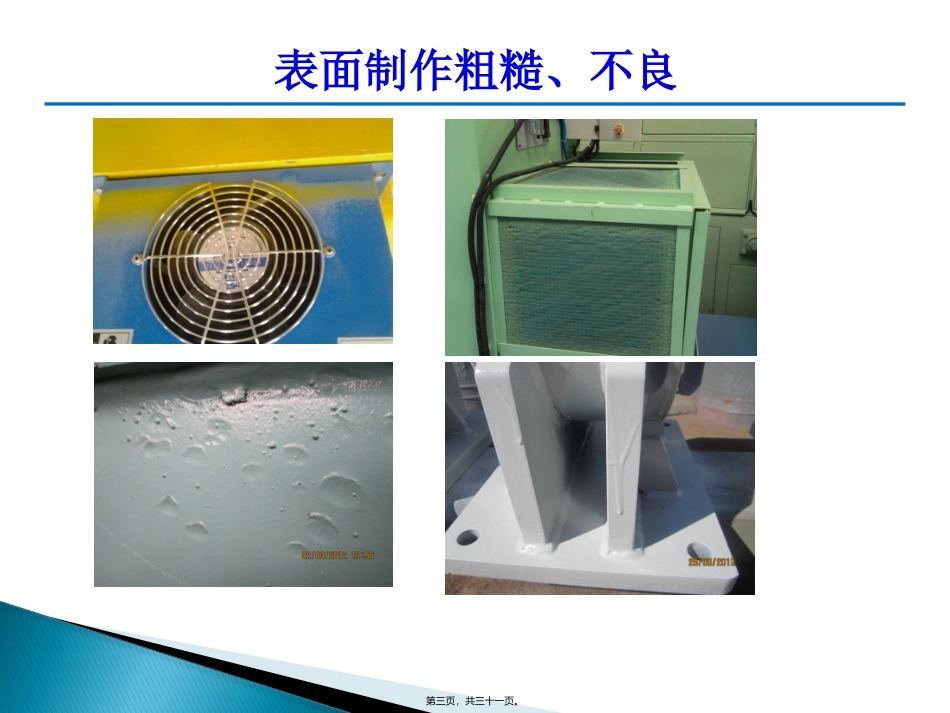
表面制作粗糙、不良第三页,共三十一页
漆膜流挂不美观表面制作粗糙、不良第四页,共三十一页
表面制作粗糙、不良第五页,共三十一页
表面制作粗糙、不良第六页,共三十一页
表面制作粗糙、不良第七页,共三十一页
表面制作粗糙、不良第八页,共三十一页
第九页,共三十一页
那么,我们目前处在什么样的质量管理阶段呢
质量是“检验”出来的
质量是“制造”出来的
质量是“设计”出来的
质量是“管理”出来的
质量是“习惯”出来的
第十页,共三十一页
供应商管理改善建议一、设置专职检验员二、完善检验流程三、完善过程控制与不合格品处理流程四、完善外协产品出厂前质量控制五、供应商考核机制六、供应商供货合格率指标第十一页,共三十一页
一、设置专职检验员外协加工厂应设立专门的机构和人员,负责所有产品的检验和试验,以确保产品的加工质量
——质量管理机构需独立于其他部门,并且直接对最高领导人负责;——检验机构的岗位设置与人员配备情况(健全性),现场检验人员的配备需符合相关岗位的人员配备需求;——检验人员必须具有相应的检测能力和对不良产品的处理能力
第十二页,共三十一页
外协加工厂应制订完整的技术文件和质量控制文件,并按文件要求组织生产
同时应做好加工产品的质量统计和分析工作,保存质量控制的原始记录
二、完善检验流程需要形成的几个主要文件如下:a
生产用的技术文件——产品生产过程控制程序;——产品防护的控制程序;——相关机台或工序的操作规程(或作业指导书);b
质量控制文件——产品生产过程的监视和测量控制程序;——不合格品的控制程序;——不符合、纠正和预防措施控制程序;——数据统计分析控制程序;——记录控制程序;——相关的检验标准和检验规程,包括进货、生产过程、最终成品等
第十三页,共三十一页