热成形钢板凸焊工艺介绍及参数说明1
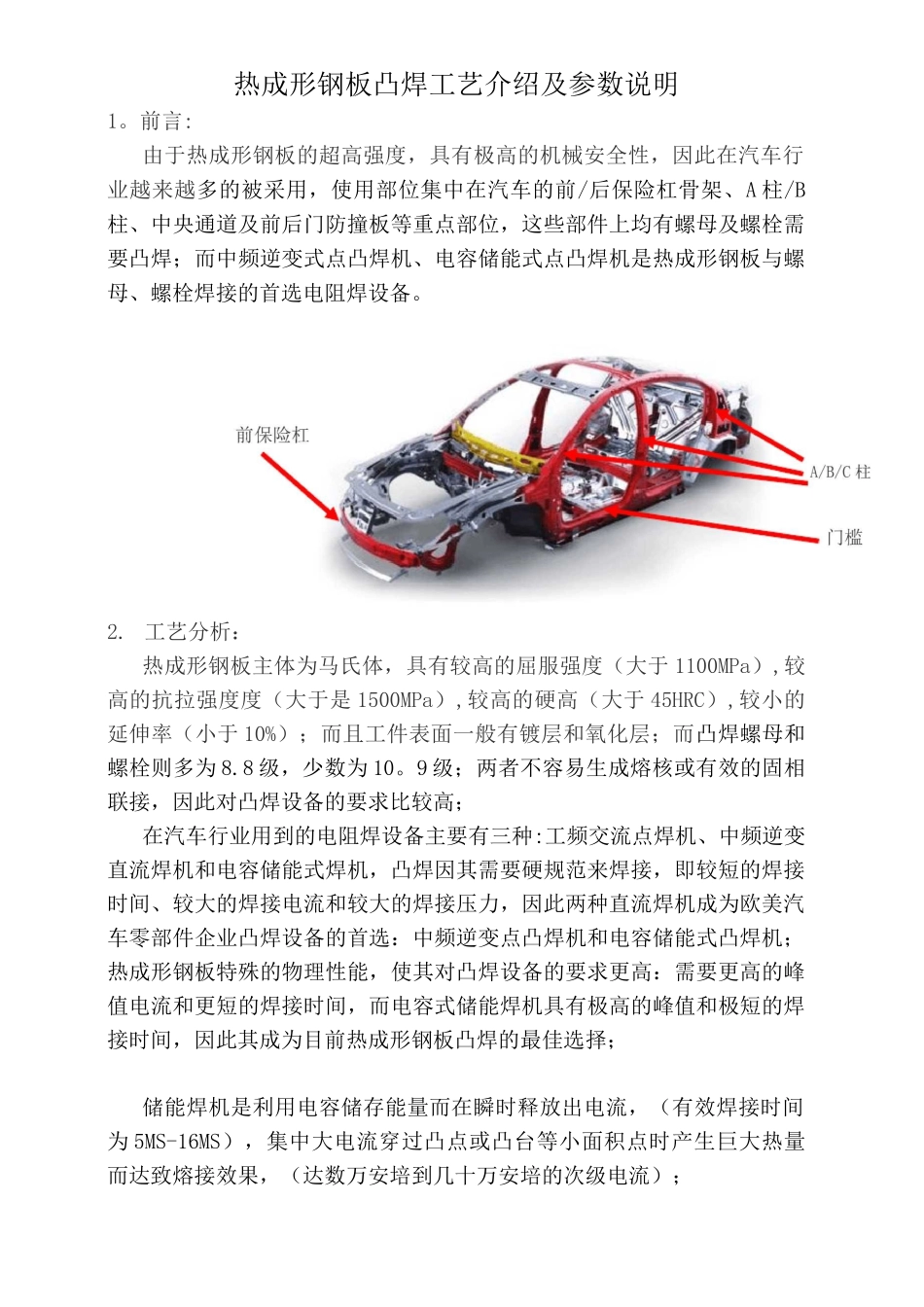
前言:由于热成形钢板的超高强度,具有极高的机械安全性,因此在汽车行业越来越多的被采用,使用部位集中在汽车的前/后保险杠骨架、A柱/B柱、中央通道及前后门防撞板等重点部位,这些部件上均有螺母及螺栓需要凸焊;而中频逆变式点凸焊机、电容储能式点凸焊机是热成形钢板与螺母、螺栓焊接的首选电阻焊设备
工艺分析:热成形钢板主体为马氏体,具有较高的屈服强度(大于1100MPa),较高的抗拉强度度(大于是1500MPa),较高的硬高(大于45HRC),较小的延伸率(小于10%);而且工件表面一般有镀层和氧化层;而凸焊螺母和螺栓则多为8
8级,少数为10
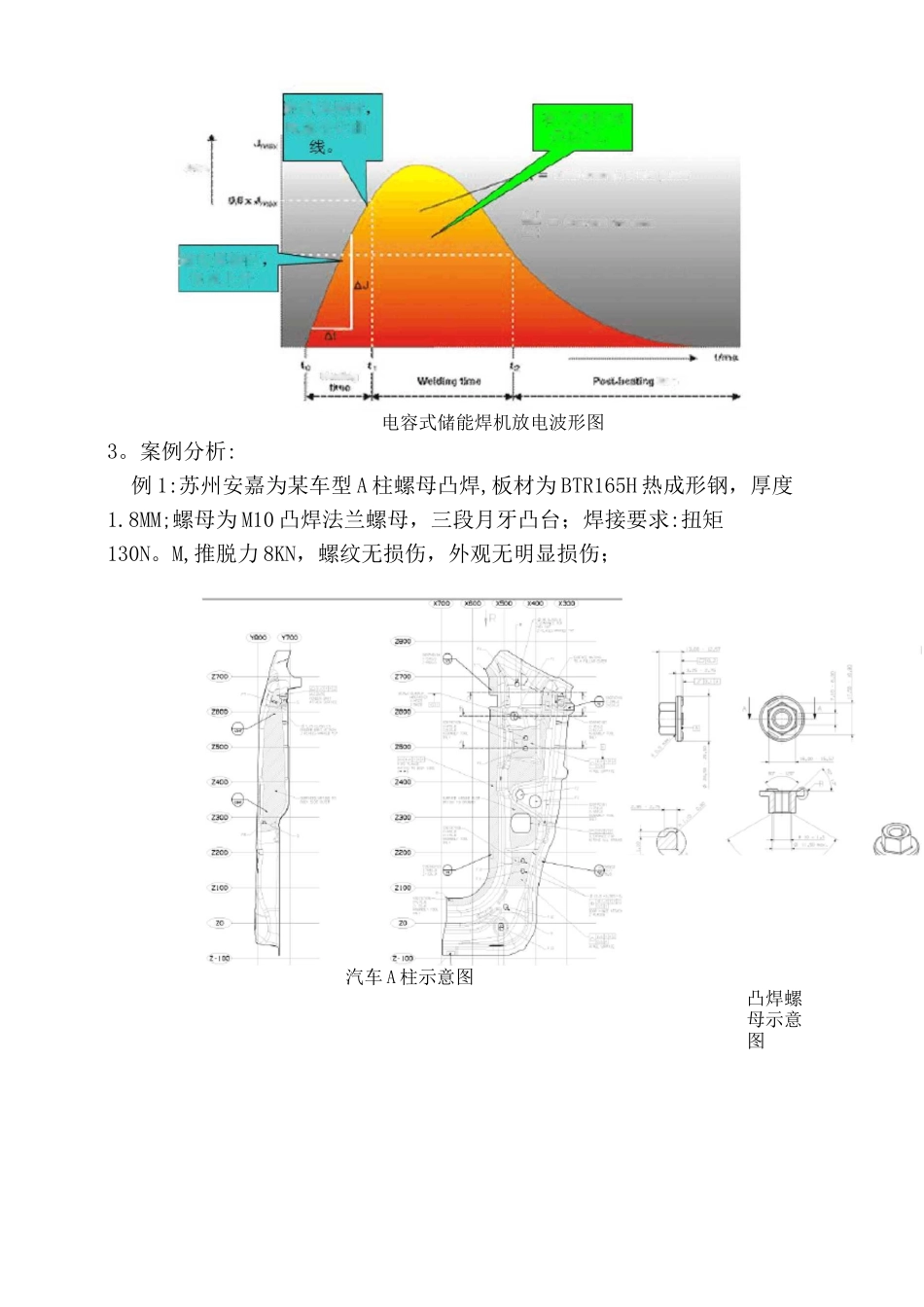
9级;两者不容易生成熔核或有效的固相联接,因此对凸焊设备的要求比较高;在汽车行业用到的电阻焊设备主要有三种:工频交流点焊机、中频逆变直流焊机和电容储能式焊机,凸焊因其需要硬规范来焊接,即较短的焊接时间、较大的焊接电流和较大的焊接压力,因此两种直流焊机成为欧美汽车零部件企业凸焊设备的首选:中频逆变点凸焊机和电容储能式凸焊机;热成形钢板特殊的物理性能,使其对凸焊设备的要求更高:需要更高的峰值电流和更短的焊接时间,而电容式储能焊机具有极高的峰值和极短的焊接时间,因此其成为目前热成形钢板凸焊的最佳选择;储能焊机是利用电容储存能量而在瞬时释放出电流,(有效焊接时间为5MS-16MS),集中大电流穿过凸点或凸台等小面积点时产生巨大热量而达致熔接效果,(达数万安培到几十万安培的次级电流);H钿itLn通电焊接时电流变Iln^JfKA甘效焊接能通电焊接时电沆上Totalenergyo4Ehepulse企』=Currer^ri=^iati>Al电容式储能焊机放电波形图3
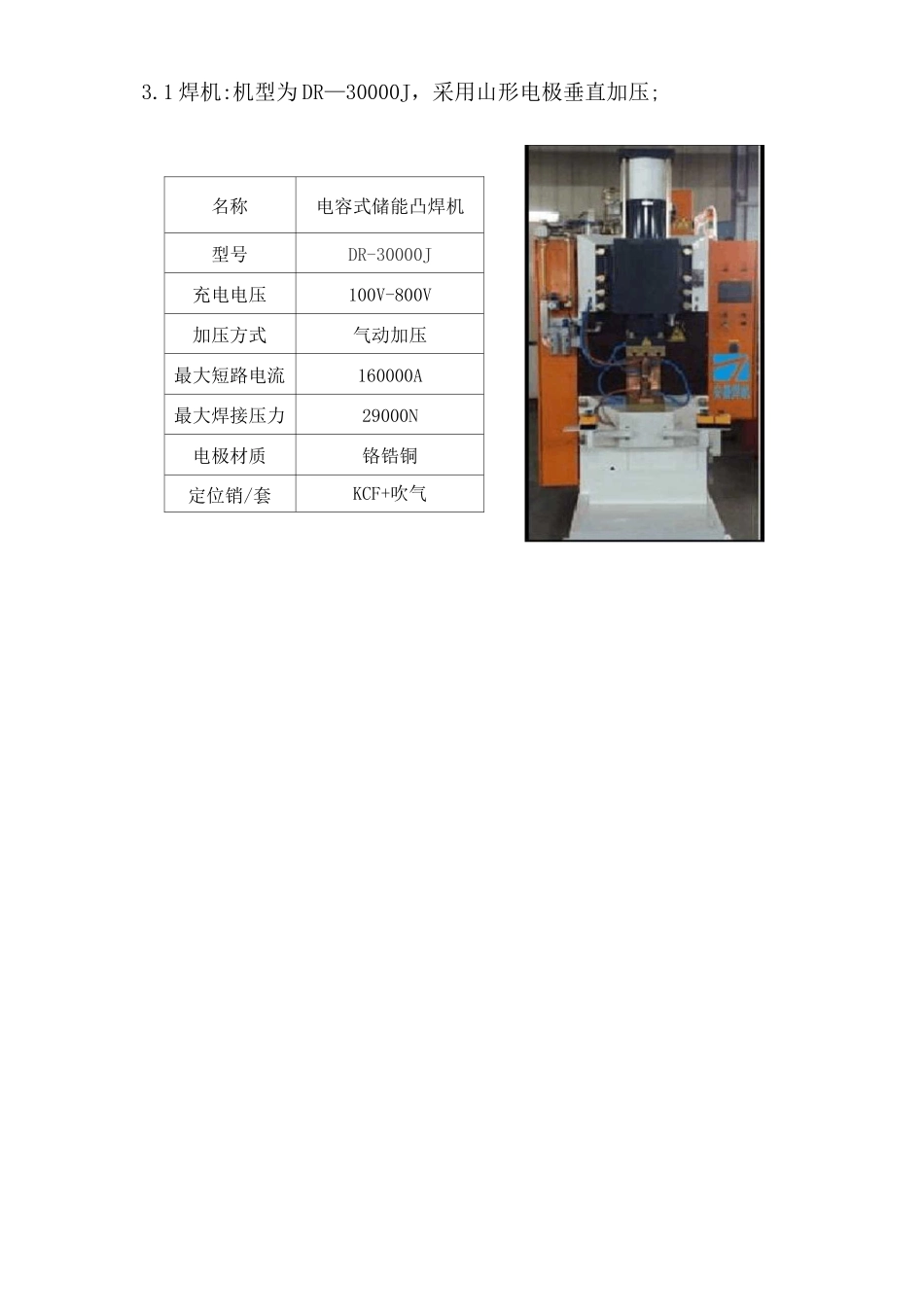
案例分析:例1:苏州安嘉为某车型A柱螺母凸焊,板材为BTR165H热成形钢,厚度1
8MM;螺母为M10凸焊法兰螺母,三段月牙凸台;焊接要求:扭矩130