启动程序后,按[ON]打开电源2
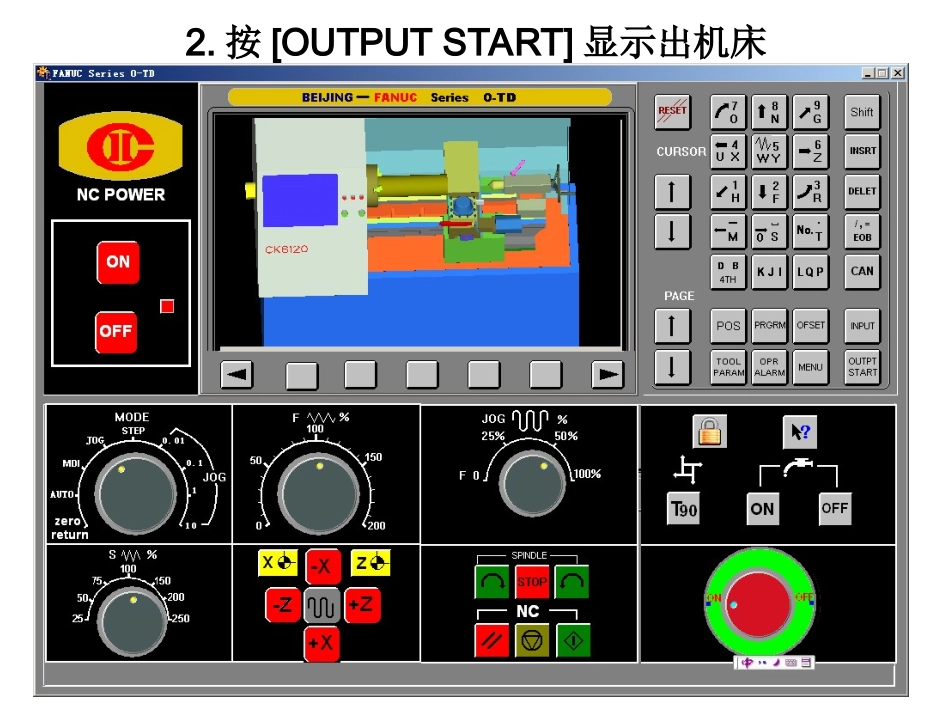
按[OUTPUTSTART]显示出机床3
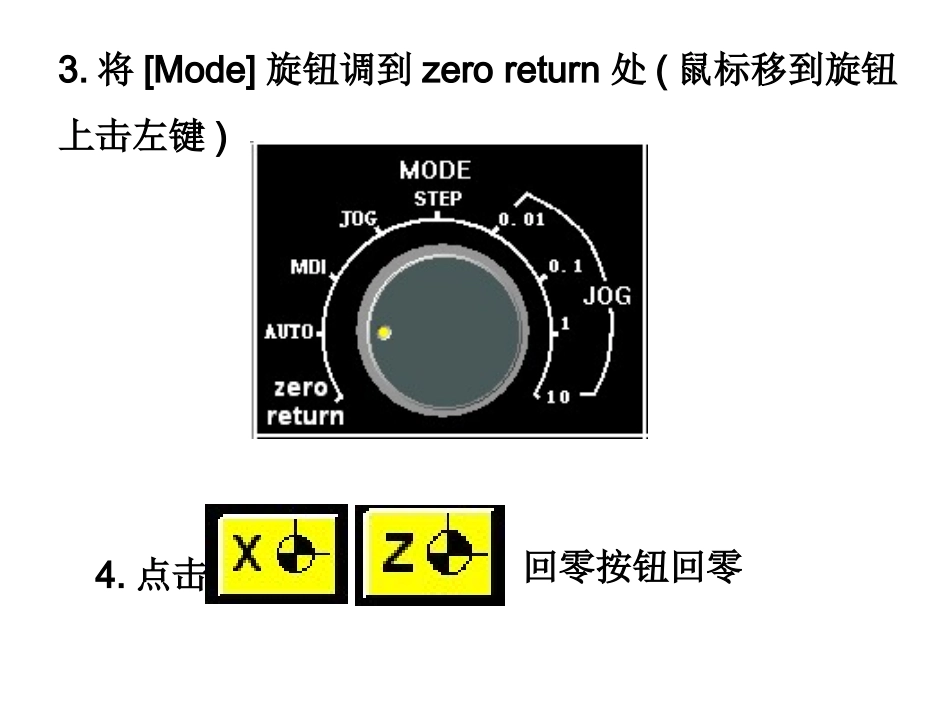
将[Mode]旋钮调到zeroreturn处(鼠标移到旋钮上击左键)4
点击回零按钮回零5
对刀,确定工件坐标系5
1设定工件直径,在机床显示区域,右键在弹出菜单中选择[工件操作-设置工件大小],输入工件的尺寸5
2将[Mode]旋钮调到Jog处(鼠标移到旋钮上击右键)5
3按快速进给将刀具移动到对刀点位置()5
4按[OFFSET]键进入对刀界面,对当前使用的刀具进行对刀输入X100后按[INPUT],完成X向对刀(100为工件直径,X需要大写)输入Z0后按[INPUT],完成Z向对刀(0表示以当前位置为工件坐标系的Z向零点)5
5按[OUTPUTSTART]切换到机床显示界面,同样操作对其他的刀具6
传入NC加工程序6
1按[PRGRM]进入程序设置界面,按右向箭头软键,然后按[程序]下方的按键6
2按[读入]下方的键,打开加工程序(通常将写好的加工程序都存放的C:\FANUC_CNC的目录下,这个目录会自动建立)7
将[Mode]旋钮调到Auto处(鼠标移到旋钮上击左键),点加工按键开始自动加工8
如果要重新开始加工其他图形,选择[工件操作-工件初始化]栅格回零:反馈方式*14201500A轴快速进给速度1421126A轴快速运行的F0速度1423360A轴手动连续进给1425180A轴返回参考点的F速度14282000A轴回零速度14301440A轴最大切削进给速度1620150A轴快速进给的直线型加减速时间常数18202A轴指令倍乘比*18212000A轴参考计数器容量181601110000A轴检测倍乘比182630A轴到位宽度182810000A轴移动中允许最大位置偏移量1829500A轴停止中最大允许偏移量*2020电机型号2021128负载惯量比20238192速度脉冲数202