第三章塑料成型工艺塑料成型工艺:塑料原料、成型设备和成型所用模具等技术方法
表3-1常用的成型加工方法与模具序号成型方法成型模具用途1注射成型注射模如电视机外壳、食品周转箱、塑料盆、桶、汽车仪表盘等2压缩成型压缩模如电器照明用设备零件、电话机、开关插座、塑料餐具、齿轮等3压注成型压注模适用于生产小尺寸的塑件
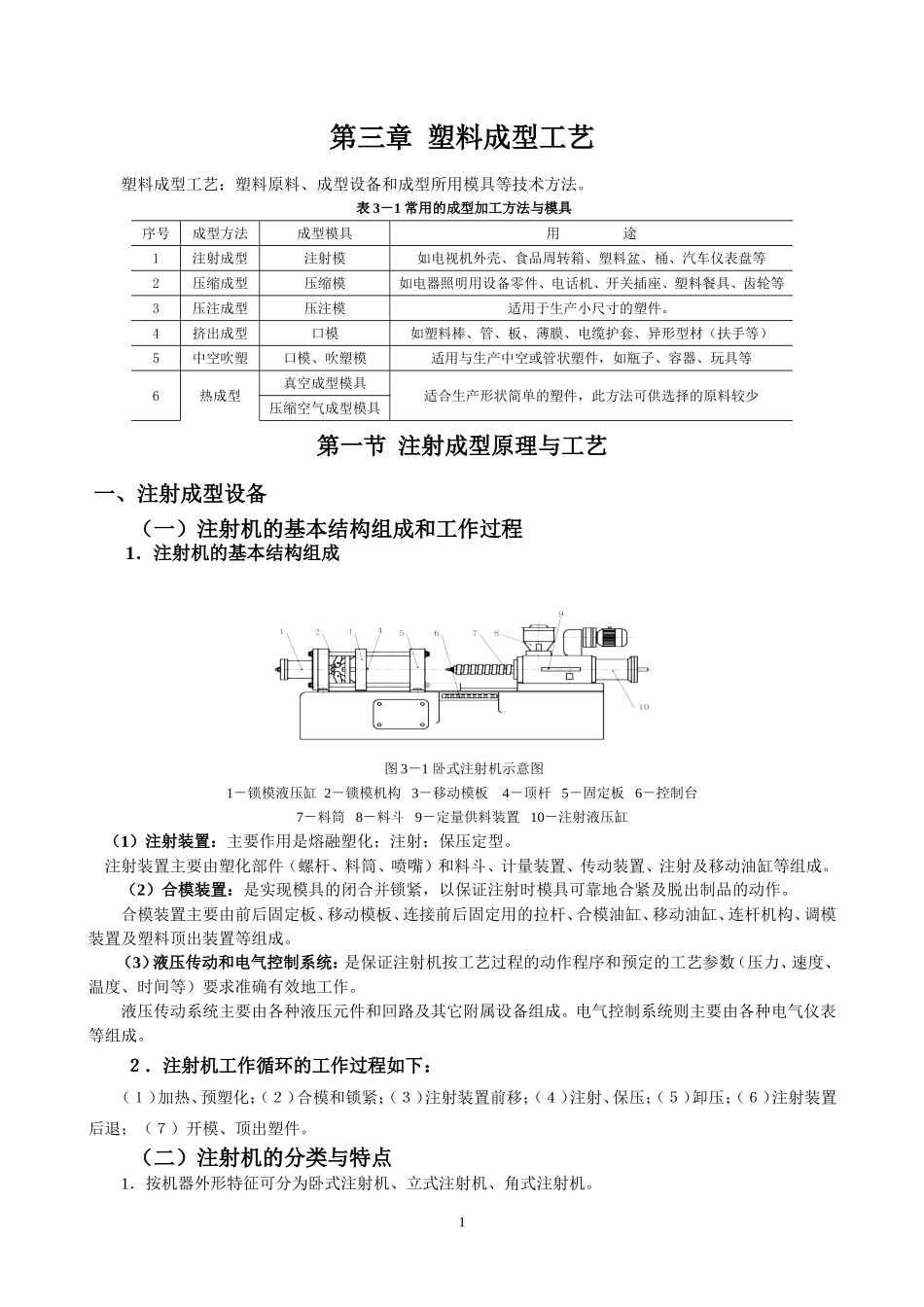
4挤出成型口模如塑料棒、管、板、薄膜、电缆护套、异形型材(扶手等)5中空吹塑口模、吹塑模适用与生产中空或管状塑件,如瓶子、容器、玩具等6热成型真空成型模具适合生产形状简单的塑件,此方法可供选择的原料较少压缩空气成型模具第一节注射成型原理与工艺一、注射成型设备(一)注射机的基本结构组成和工作过程1.注射机的基本结构组成图3-1卧式注射机示意图1-锁模液压缸2-锁模机构3-移动模板4-顶杆5-固定板6-控制台7-料筒8-料斗9-定量供料装置10-注射液压缸(1)注射装置:主要作用是熔融塑化;注射;保压定型
注射装置主要由塑化部件(螺杆、料筒、喷嘴)和料斗、计量装置、传动装置、注射及移动油缸等组成
(2)合模装置:是实现模具的闭合并锁紧,以保证注射时模具可靠地合紧及脱出制品的动作
合模装置主要由前后固定板、移动模板、连接前后固定用的拉杆、合模油缸、移动油缸、连杆机构、调模装置及塑料顶出装置等组成
(3)液压传动和电气控制系统:是保证注射机按工艺过程的动作程序和预定的工艺参数(压力、速度、温度、时间等)要求准确有效地工作
液压传动系统主要由各种液压元件和回路及其它附属设备组成
电气控制系统则主要由各种电气仪表等组成
2.注射机工作循环的工作过程如下:(1)加热、预塑化;(2)合模和锁紧;(3)注射装置前移;(4)注射、保压;(5)卸压;(6)注射装置后退;(7)开模、顶出塑件
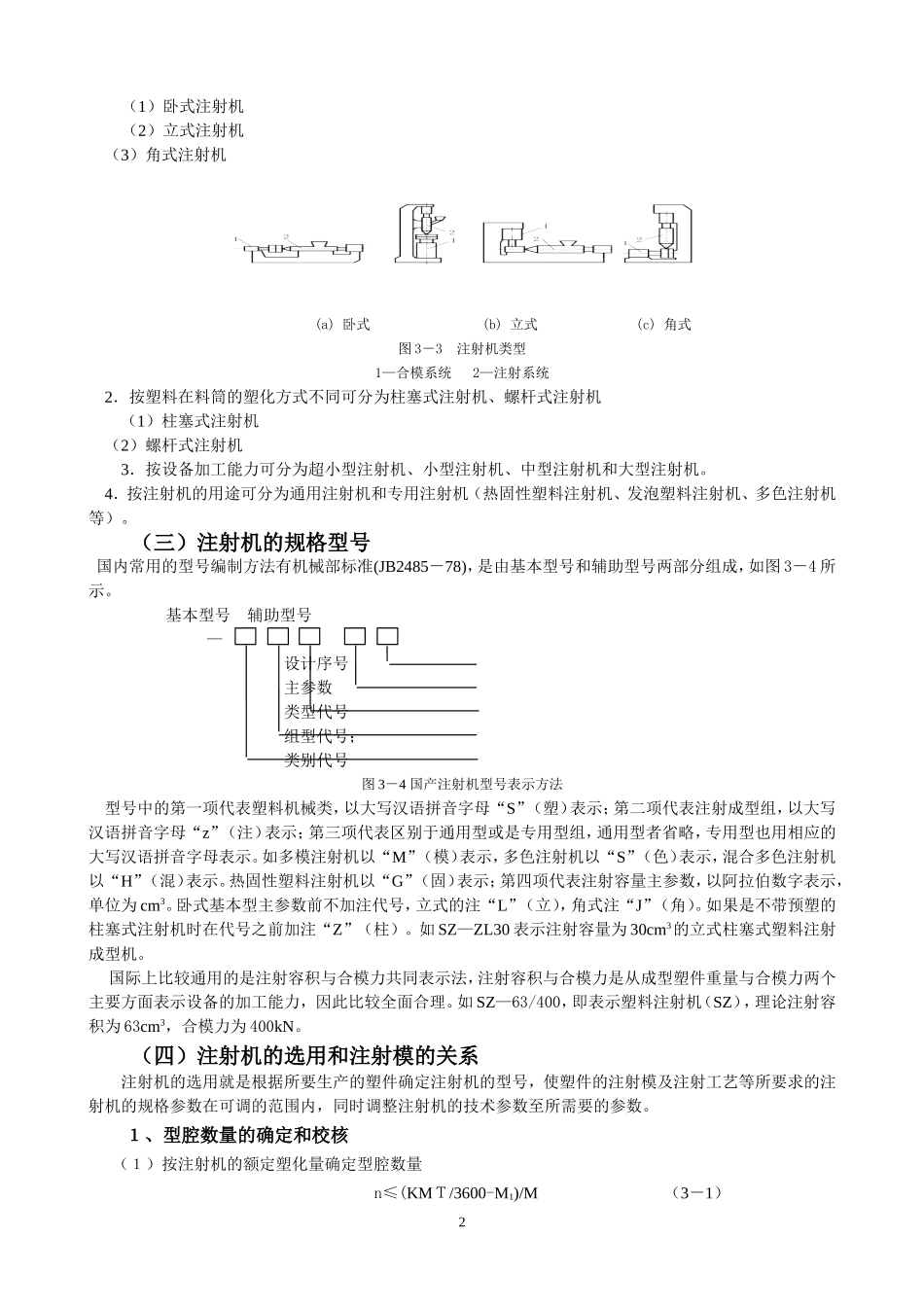
(二)注射机的分类与特点1.按机器外形特征可分为卧式注射机、立式注射机、角式注射机
1(1)卧式注射机