第四章电主轴动态特性对加工稳定性的影响在高精度、高进给率的高速切削加工中,主轴的动态特性对于切削系统的稳定性来说很重要
铣削系统稳定性分析阻尼的影响因为所用电主轴两个横向方向的模态参数很接近,因此只考虑了一个方向上的横向振动
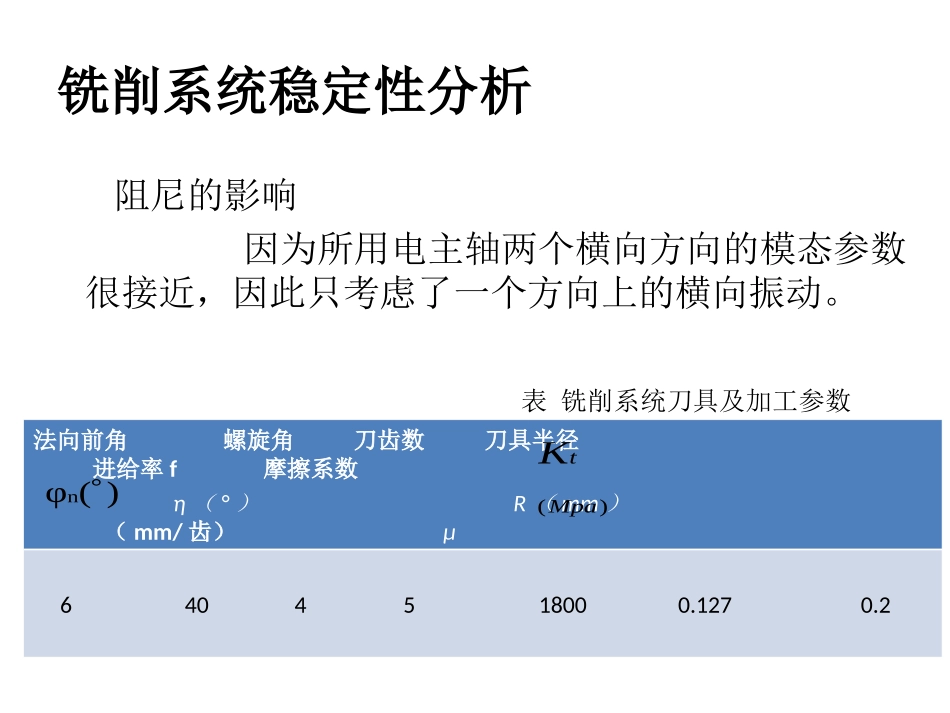
表铣削系统刀具及加工参数法向前角螺旋角刀齿数刀具半径进给率f摩擦系数η(°)R(mm)(mm/齿)μ6404518000
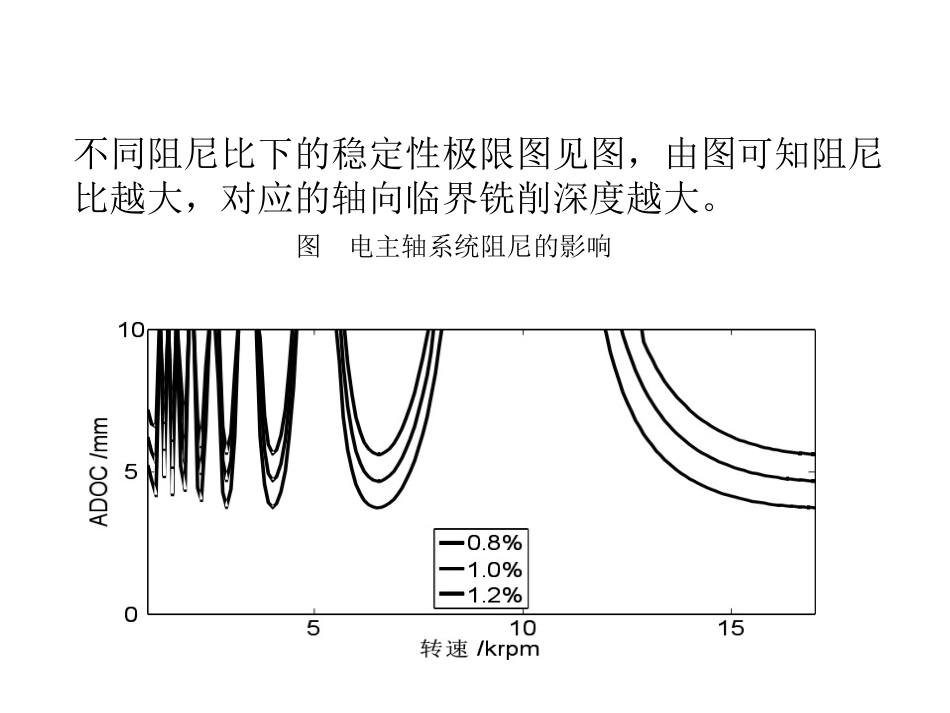
2)(φn)(MpatK不同阻尼比下的稳定性极限图见图,由图可知阻尼比越大,对应的轴向临界铣削深度越大
图电主轴系统阻尼的影响电主轴动态特性的影响图固有频率随转速的变化反映了刀具悬长为40mm时主轴系统固有频率和刀具端点等效刚度随转速的变化
当转速提高,系统一、二阶固有频率有较大降低,三阶固有频率变化不大
结论•主轴系统的阻尼比对轴向临界铣削深度特别是最小轴向临界铣削深度有显著的影响,主轴系统阻尼越大,最小轴向临界铣削深度越高,在稳定性预测中可以结合试验来确定主轴系统的阻尼,•在切削加工条件和阻尼一定的情况下,刀具端点的等效刚度越大,其对应的临界铣削深度越大,系统越稳定
•主轴系统随转速变化后的动态特性主要由于轴承软化引起的,轴承刚度的软化主要影响系统前两阶带有刚体运动的模态,而对以后的弯曲模态影响较小
•考虑主轴随转速变化后的动态特性后,系统的最小临界铣削深度降低,且稳定性叶瓣图相对静态时发生偏移,静态下稳定性比较强的速度区间往往在动态稳定性图中不再是稳定性较强的速度区间
考虑电主轴动态特性可以更好的预测铣削系统的稳定性