项目六:圆弧插补、加工圆弧及整圆一、知识能力目标:1、理论知识(1)学习切削平面选择指令能(G17/G18/G19);(2)学习圆弧插补指令(G02/G03);(3)学习返回参考点指令(G28/G29);2、实践知识:学习用立铣刀或键槽铣刀铣圆弧面或挖圆弧槽的方法
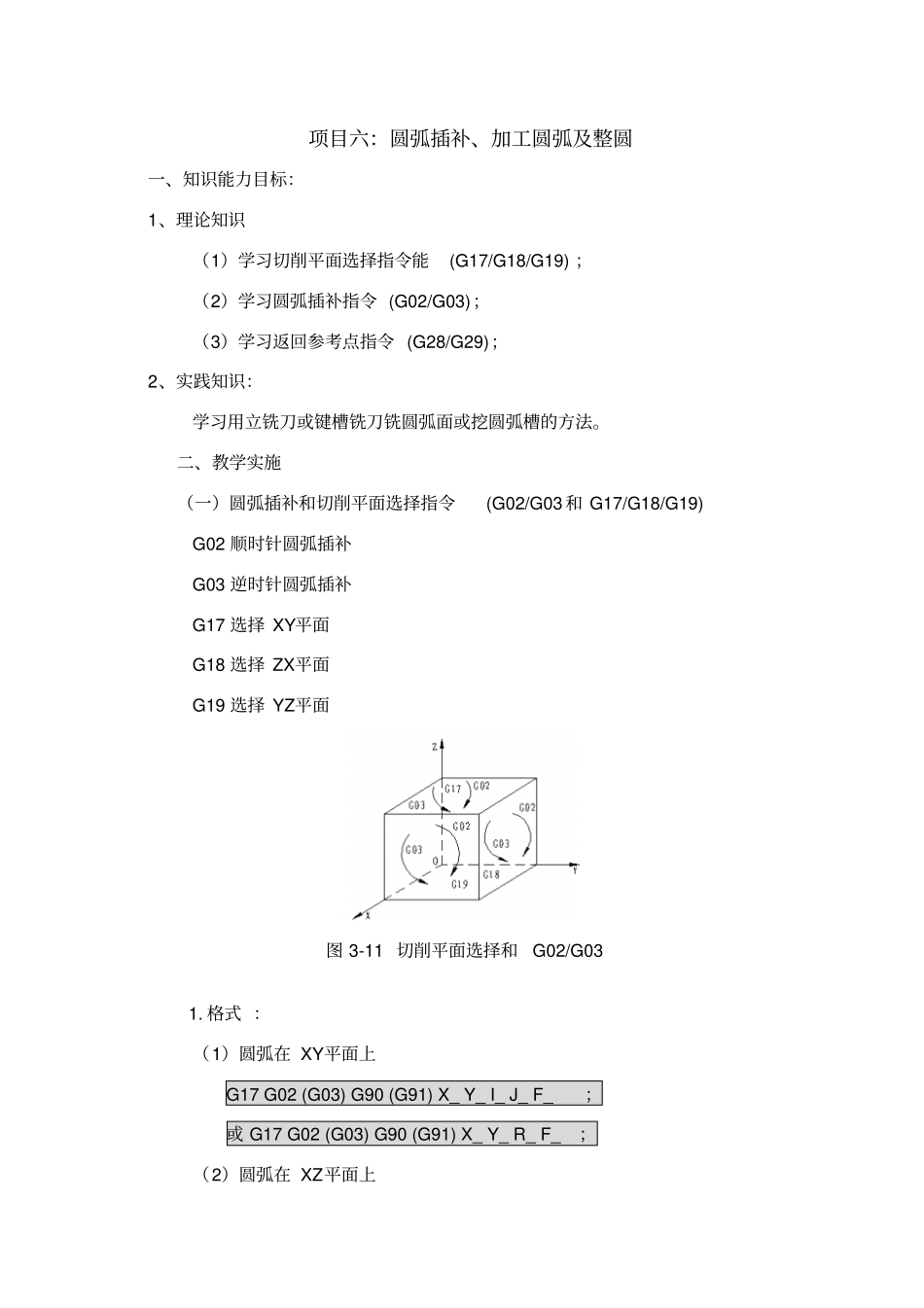
二、教学实施(一)圆弧插补和切削平面选择指令(G02/G03和G17/G18/G19)G02顺时针圆弧插补G03逆时针圆弧插补G17选择XY平面G18选择ZX平面G19选择YZ平面图3-11切削平面选择和G02/G031
格式:(1)圆弧在XY平面上G17G02(G03)G90(G91)X_Y_I_J_F_;或G17G02(G03)G90(G91)X_Y_R_F_;(2)圆弧在XZ平面上G18G02(G03)G90(G91)X_Z_I_K_F_;或G18G02(G03)G90(G91)X_Z_R_F_;(3)圆弧在YZ平面上G19G02(G03)G90(G91)Y_Z_J_K_F_;或G19G02(G03)G90(G91)Y_Z_R_F_;2
说明:(1)X、Y、Z是圆弧终点坐标,在G90时为圆弧终点在工件坐标系中的坐标,在G91时为圆弧终点相对于圆弧起点的位移量;(2)I、J、K是圆心相对于圆弧起点的增量坐标(等于圆心的坐标减去圆弧起点的坐标;(3)R是圆弧半径,当圆弧圆心角小于180时R为正值,否则R为负值;(4)F是被编程的两个轴的合成进给速度3
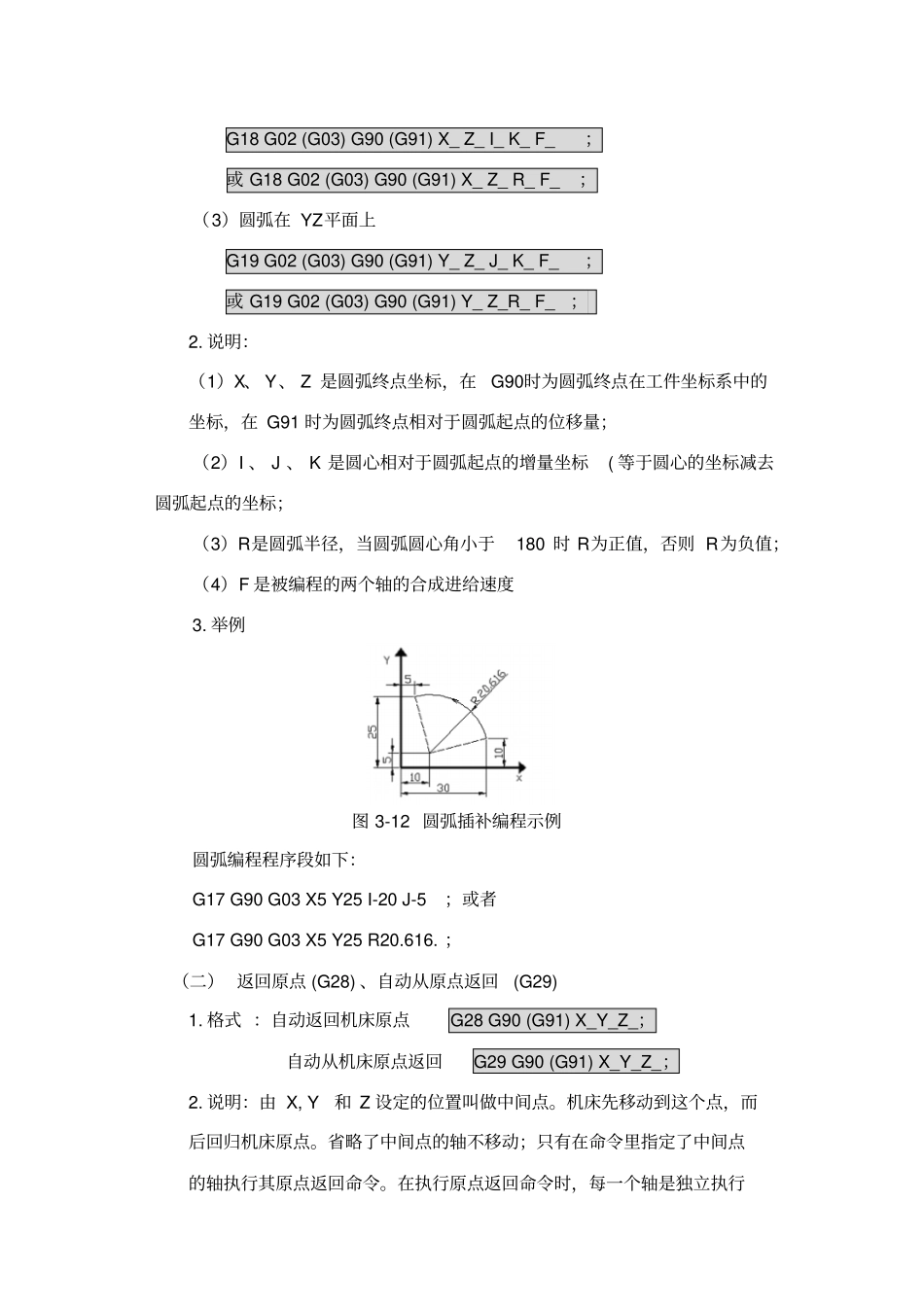
举例图3-12圆弧插补编程示例圆弧编程程序段如下:G17G90G03X5Y25I-20J-5;或者G17G90G03X5Y25R20
;(二)返回原点(G28)、自动从原点返回(G29)1
格式:自动返回机床原点G28G90(G91)X_Y_Z_;自动从机床原点返回G29G90(G91)X_Y_Z_;2
说明:由X,Y和Z设定的位置叫做中间点
机床先移动到