编制陈品高肖罡日期2006-11-14审核页数1/10页核准IQC塑胶外观检验标准编号/版次1目的本标准为IQC对塑胶来料检验、测试提供作业方法指导
2适用范围本标准适用于所有须经IQC检验、测试塑胶来料的检测过程
3职责IQC检查员负责按照本标准对相关来料进行检验、测试
1卡尺(精度不低于0
5外观缺陷检查条件5
1距离:肉眼与被测物距离30CM
2时间:10秒钟内确认缺陷
3角度:15-90度范围旋转
4照明:600~800LUX之间(有客户要求按照客户要求执行)
0以上(含较正后)
6检验项目及要求6
所有外观面光滑过渡、无注塑不良
外观面无划伤、痕迹、压痕
非喷涂面不能有喷涂印
喷涂均匀完整、不粗糙、无暗纹、亮斑,不能有局部堆积,少油,纤维丝
喷涂是否牢固,硬度是否符合要求
喷涂层色差光泽均匀、光亮
2尺寸测量下列尺寸,所有尺寸均须同图纸吻合或与样板一致
编制陈品高肖罡日期2006-11-14审核页数2/10页核准IQC塑胶外观检验标准编号/版次b
定位孔位置c
特殊点位置及规格(超声线)
原材料是符合相关设计要求
防火材料应用打火机做实验(需在确保安全的条件下进行)
将胶壳与相应的保护板、五金、支架等配件试装应配合良好
必要时应取1-3个胶壳试超声,超声缝隙应均匀一致,焊接良好
7检验方法7
1外观使用目测法检查被检品的外观
检测过程中,产品应被倾斜、摇动、移动,以使待测平面能获得不同的光线,而非在灯光下以常规方式检验
当缺陷在某一特定的光线下被观察到时,应翻转产品至少5度,以确保能在此时的光线下能观察到该缺陷
缺陷至少能在两种光线下能被检查得到
2尺寸使用卡尺测量被检品的尺寸
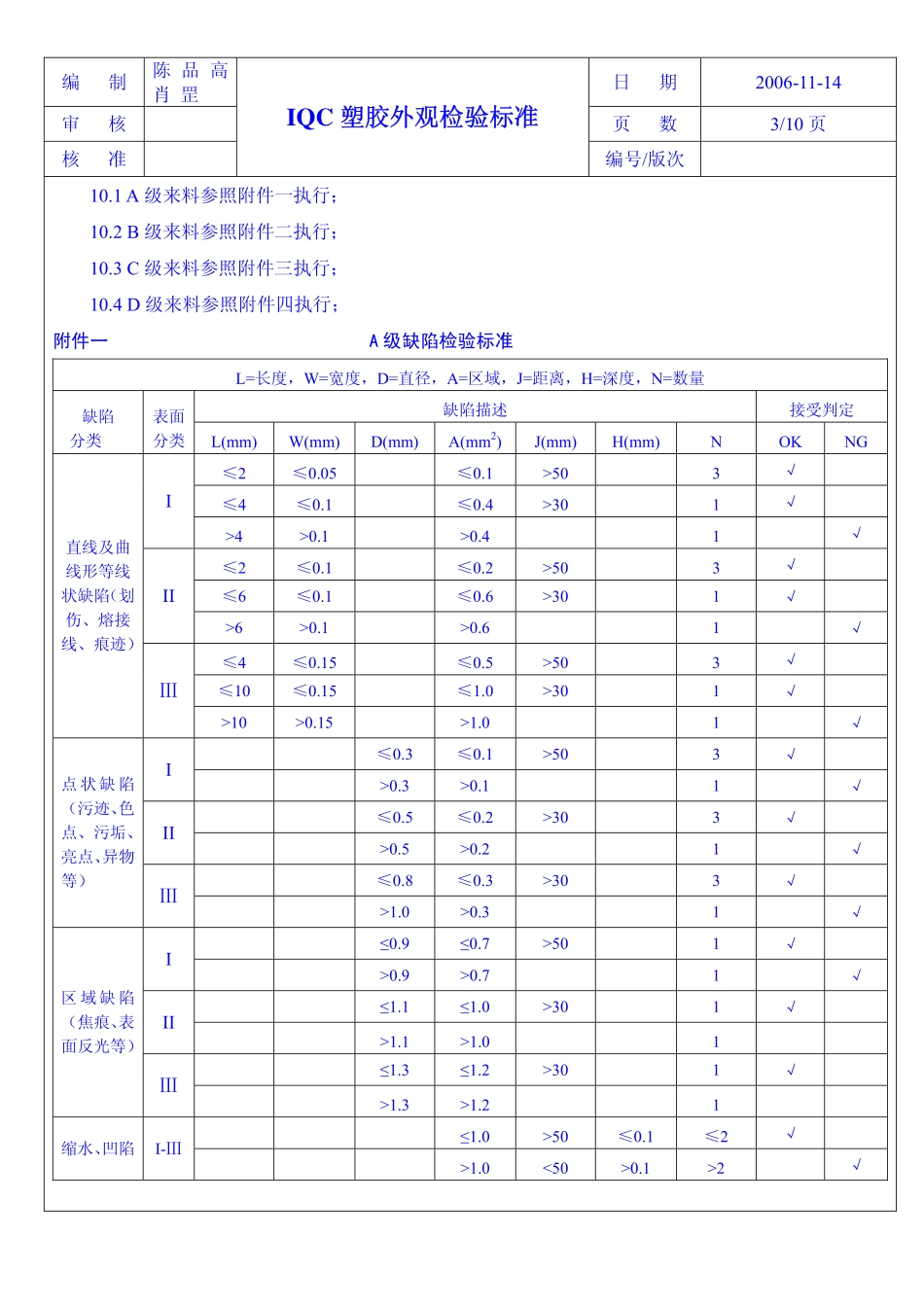
8塑壳表面分类