岗位应急处置方案1岗位介绍1
1基础资料1
2岗位责任1.工作场地和库房严禁烟火
操作者应熟悉灭火器材的位置和使用方法
2.要保持工作环境的卫生与通风
浸漆、喷漆量较大的连续作业线,必须安设抽风罩和废漆处理装置
操作时必须戴防毒口罩或通风面具
3.高处作业应扎好安全带,防止滑跌
工具、漆桶要稳妥放好
在容器内作业,必须采取有效通风措施或戴通风面具
4.在油漆作业场所10米以内,不准进行电焊、切割等明火作业
5.需油漆、喷漆的工件,应放置稳固,摆放整齐
6.带电设备和配电箱周围一米以内,不准喷漆作业
在装配试车地点进行工作,要间隔一定距离
严禁在运转的设备上刷漆或喷漆
装配输送线上的产品或悬链上的工件喷漆时,应在喷漆室内进行
操作时,必须戴好口罩或面具
7.打光除毛刺时,要戴口罩和防护眼镜,要经常检查锤柄是否牢固,对面不准站人
手提式砂轮必须有防护罩,操作者要戴胶皮手套
8.调配含有铅粉或溶剂挥发浓度较大的油漆时,应戴防毒面具
禁止用汽油和香蕉水洗手
9.增压箱内的油漆和喷漆枪所承受的空气压力,应保持稳定不变
10.调合漆、腻子、硝基漆、乙烯剂等化学配料和汽油易燃物品,应分开存放,密封保存
11.溶剂和油漆在车间的储备量不许超过两天的用量,并且要放在阴凉的地方
12.汽油和有机化学配料等,易燃物品,只能领取当班的用量
用不完时,下班前退回库房,统一保管
13.空气压缩机要有人专管,开机时应遵守空压机安全操作规程,并经常检查、加油,不准超压使用
工作完毕,应将储气罐内的余气放出,断开电源
14.下班前清扫工作场地,存好工具,废棉纱应放到指定地方
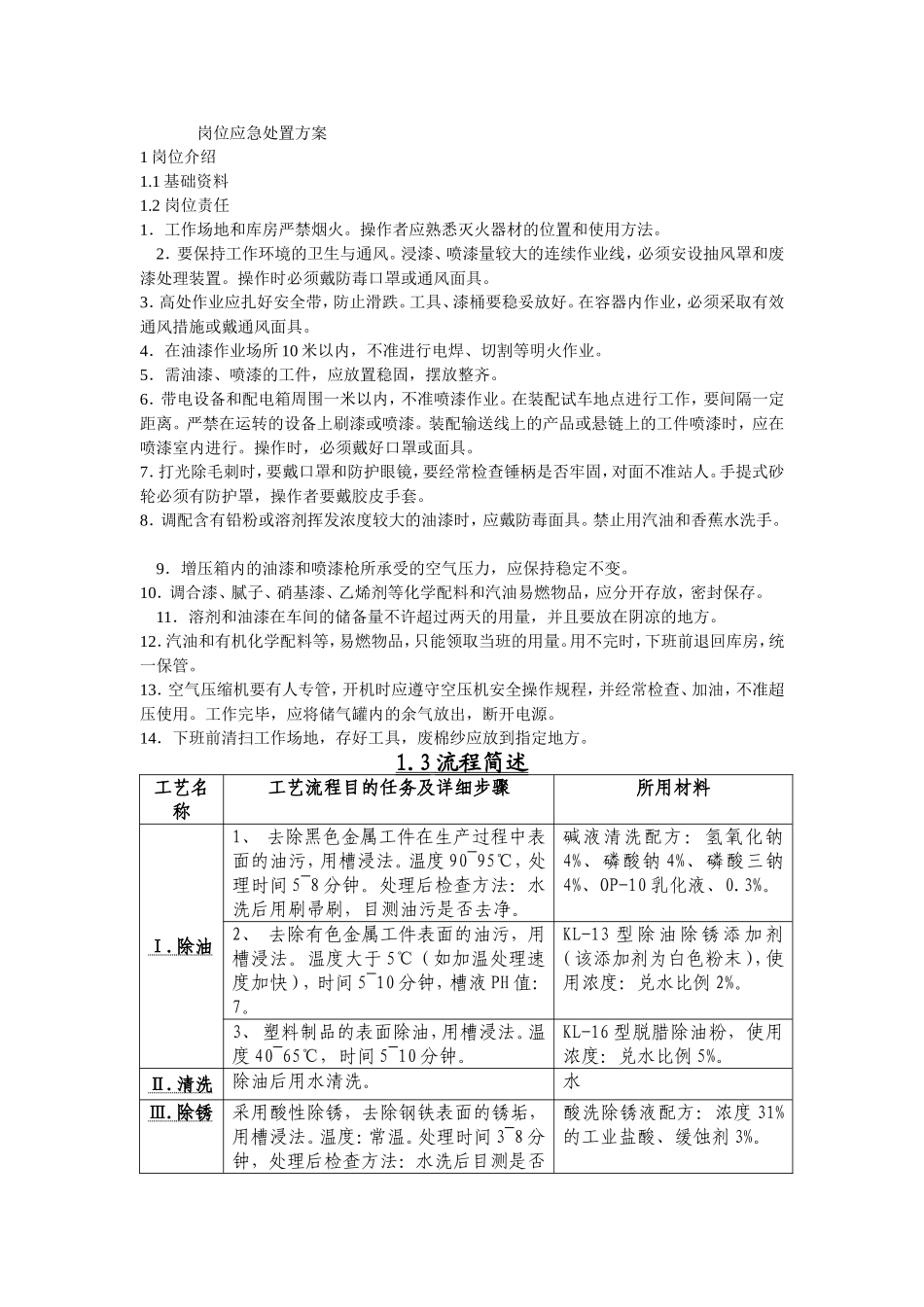
3流程简述工艺名称工艺流程目的任务及详细步骤所用材料Ⅰ
除油1、去除黑色金属工件在生产过程中表面的油污,用槽浸法
温度90~95℃,处理时间5~8分钟
处理后检查方法:水洗后用刷帚刷,目测油污是否去净
碱液清洗配方:氢氧化钠4%、磷