钢管无芯弯曲及其变形的计算王洪斌在弯管机上用缠绕法进行弯管时,为了避免弯头外侧管壁塌陷(即截面产生椭圆度),传统的方法是在管内用芯子加以支撑,这种方法习惯上称为有芯弯管法
六十年代初期,在我国锅炉钊造行业中首先试用预加反变形法进行弯管获得成功,因不再需要在管内加芯子支撑,通常被称为无芯弯管法
由于这种方法在改善操作条件,提高生产效率和改进弯头质量等方面的明显优点,很快便取代了有芯弯管法的传统地位
特别是它解决了管子上下料自动化的一大难题,促进了弯管自动化的发展;各锅炉厂在采用无芯弯管技术的基础上,纷纷建立起多种形式的蛇形管自动生产线,使我国的锅炉制造工艺发生了一次巨大的变革
本文从实用出发,简要介绍无芯弯管模具槽型的设计方法,并根据试验、推广和使用无芯弯管技术方面的资料,结合自己的经验,对无芯弯曲时管子变形的计算方法,提出见解
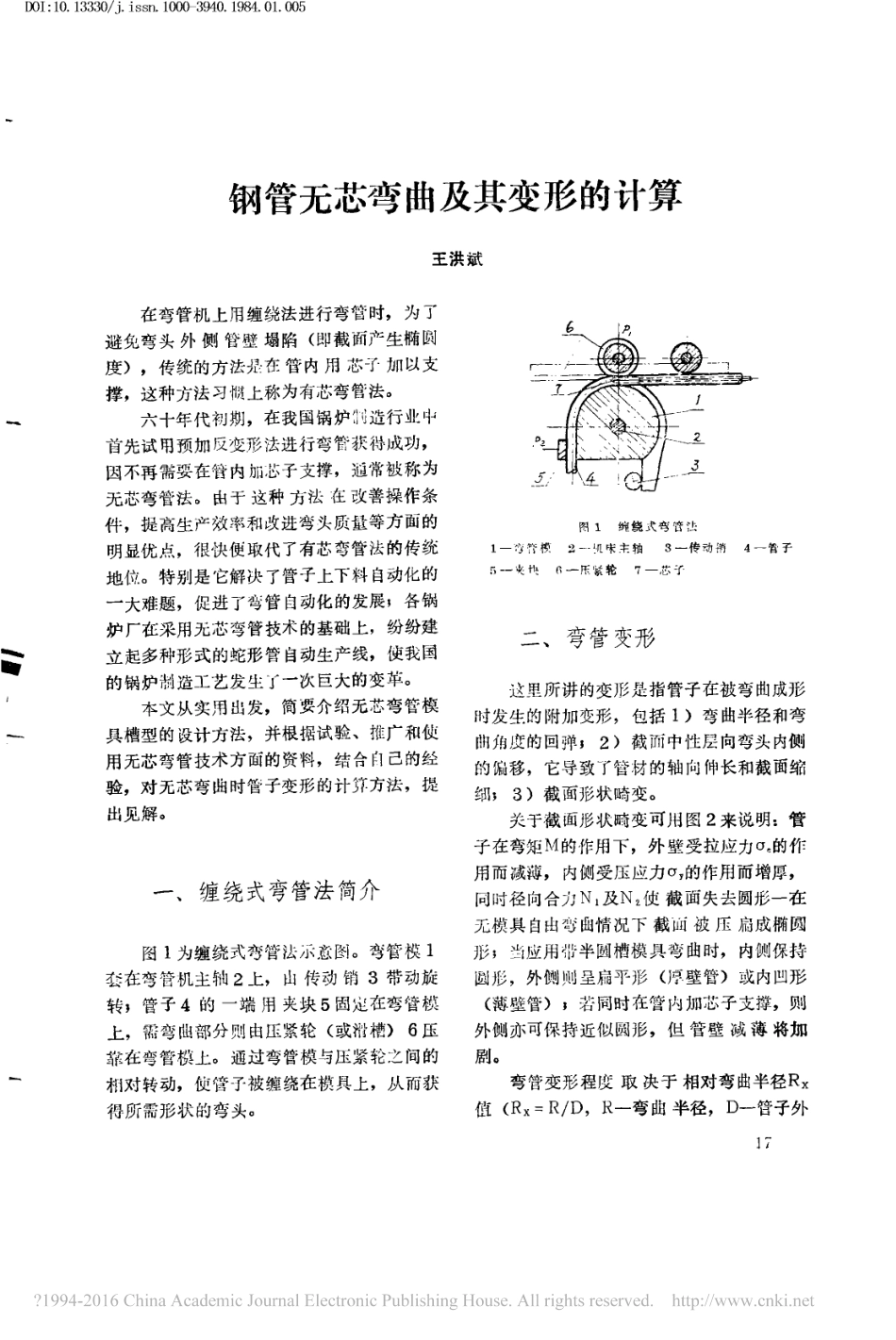
图1缠绕犬弯管法1一今价模弓一夹块2一贝床主轴3一传动捎4一管子6一振紧轮7一芯子勺如勺二、弯管变形一、缠绕式弯管法简介图1为缠绕式弯管法示意图
弯管模1套在弯管机主轴2上,山传动销3带动旋转;管子4的一端用夹块5固定在弯管模上,需弯曲部分则由压紧轮(或批槽)6压靠在弯管模上
通过弯管模与压紧轮之间的相对转动,使管子被缠绕在模具上,从而获得所需形状的弯头
这里所讲的变形是指管子在被弯曲成形时发生的附加变形,包括1)弯曲半径和弯曲角度的回弹;2)截而中性层向弯头内侧的偏移,它导致了管材的轴向伸长和截面缩细,3)截面形状畸变
关于截面形状畸变可用图2来说明:管子在弯矩M的作用下,外壁受拉应力a
的作用而减薄,内侧受压应力a,的作用而增厚,同时径向合力N,及N:使截面失去圆形一在无模具自由弯曲情况下截面被压扁成椭圆形;当应用带半圆槽模具弯曲时,内侧保持圆形,外侧则呈扁平形()享壁管)或内凹形(薄壁管);若同时在管内加芯子支撑,则外侧亦可保持近似圆形,但管壁