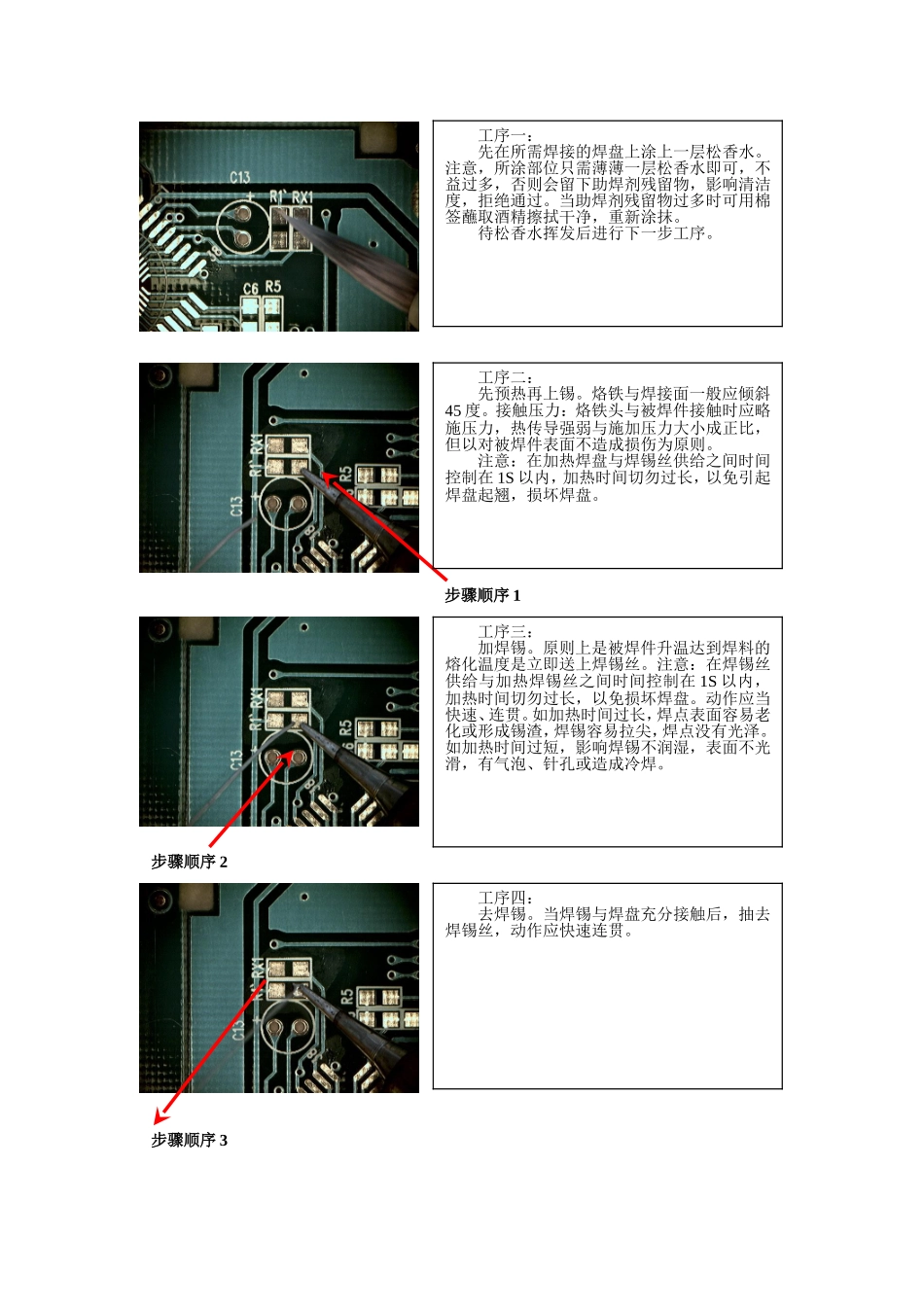
工序一:先在所需焊接的焊盘上涂上一层松香水
注意,所涂部位只需薄薄一层松香水即可,不益过多,否则会留下助焊剂残留物,影响清洁度,拒绝通过
当助焊剂残留物过多时可用棉签蘸取酒精擦拭干净,重新涂抹
待松香水挥发后进行下一步工序
步骤顺序2步骤顺序1工序二:先预热再上锡
烙铁与焊接面一般应倾斜45度
接触压力:烙铁头与被焊件接触时应略施压力,热传导强弱与施加压力大小成正比,但以对被焊件表面不造成损伤为原则
注意:在加热焊盘与焊锡丝供给之间时间控制在1S以内,加热时间切勿过长,以免引起焊盘起翘,损坏焊盘
工序三:加焊锡
原则上是被焊件升温达到焊料的熔化温度是立即送上焊锡丝
注意:在焊锡丝供给与加热焊锡丝之间时间控制在1S以内,加热时间切勿过长,以免损坏焊盘
动作应当快速、连贯
如加热时间过长,焊点表面容易老化或形成锡渣,焊锡容易拉尖,焊点没有光泽
如加热时间过短,影响焊锡不润湿,表面不光滑,有气泡、针孔或造成冷焊
步骤顺序3工序四:去焊锡
当焊锡与焊盘充分接触后,抽去焊锡丝,动作应快速连贯
步骤顺序4工序五:去烙铁
动作应快速连贯,以一个焊点1S为合适,时间过长焊点表面容易老化或形成锡渣,焊锡容易拉尖,焊点没有光泽
注意:焊盘上的锡量,不易过多,在贴片焊接不熟练的情况下,可将其焊点视为起固定作用
因此,其焊点锡量不易过多,焊接时间不易过长
还应避免和相临焊盘桥接
工序六:应用扁口防滑镊子或防静电镊子夹取贴片电阻
用镊子夹住需焊接元件的中间部位把元件放到焊盘一侧,调整好焊接位置,调整好贴片电阻的焊接方向,遵循标称值读取方向与丝印标号方向一致
用镊子夹住元件时用力需适当,不能过于用力,防止元件损坏或飞溅
准备下一步工序
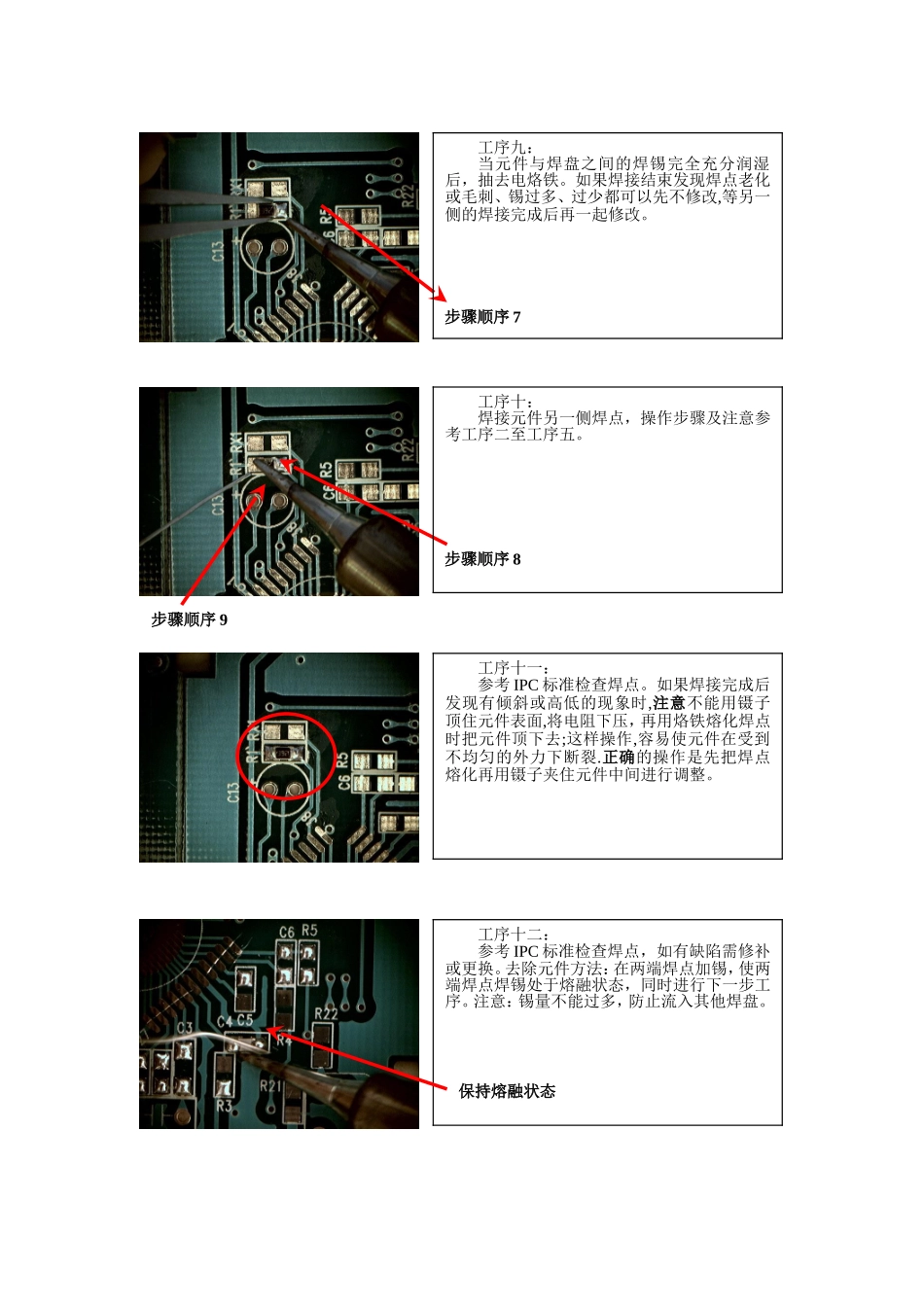
步骤顺序5工序七:熔化焊点
焊点熔化时,同时进行下一步工序
加热焊点熔化时间不益过长,否则会引起焊点老化或形成锡渣,焊锡容易拉尖,焊点没有光泽
如加热时间过短,影响焊锡