2002年9月J
NORTHCHINAUNIV
OFTECH
2002冷弯型钢垂直尖角成形方法研究邝俊生刘继英艾正青(北方工业大学机电工程研究所,100041,北京石景山)摘要开发带有垂直尖角的新型冷弯型钢,对垂直尖角的成型,采用在转角处凸出圆弧、预留出多余材料的方法来补偿外圆角,然后精整成垂直尖角
本文对试验结果进行了分析和总结,为其他异形断面冷弯型钢在垂直尖角冷弯成型方面积累了经验
关键词冷弯型钢;尖角;外圆角分类号TG332随着工业的迅速发展,冷弯型钢作为一种经济断面得到了广泛的应用
目前,由于冷弯型钢有重量轻、强度高、尺寸精度高及便于运输安装等特点,许多工业产品采用冷弯成型方法加工,并已取得了较好的经济效益和社会效益
为满足不同的使用要求,一些构件需要有垂直尖角
解决直角转角处的外圆弧小圆角的问题,成为开发冷弯型钢的难点
在冷弯成型过程中,对于厚度为2mm断面在直角处的外圆弧最小半径采用一般的冷弯成型工艺应在2
5mm~3mm范围内
要解决直角转角处的外圆弧小圆角(R不大于0
3mm)的问题,需要探讨新的工艺方法
经过试验及分析,采用在转角处预留出多余圆弧用于弥补转角使其成垂直尖角,获得了垂直尖角的成型工艺方法
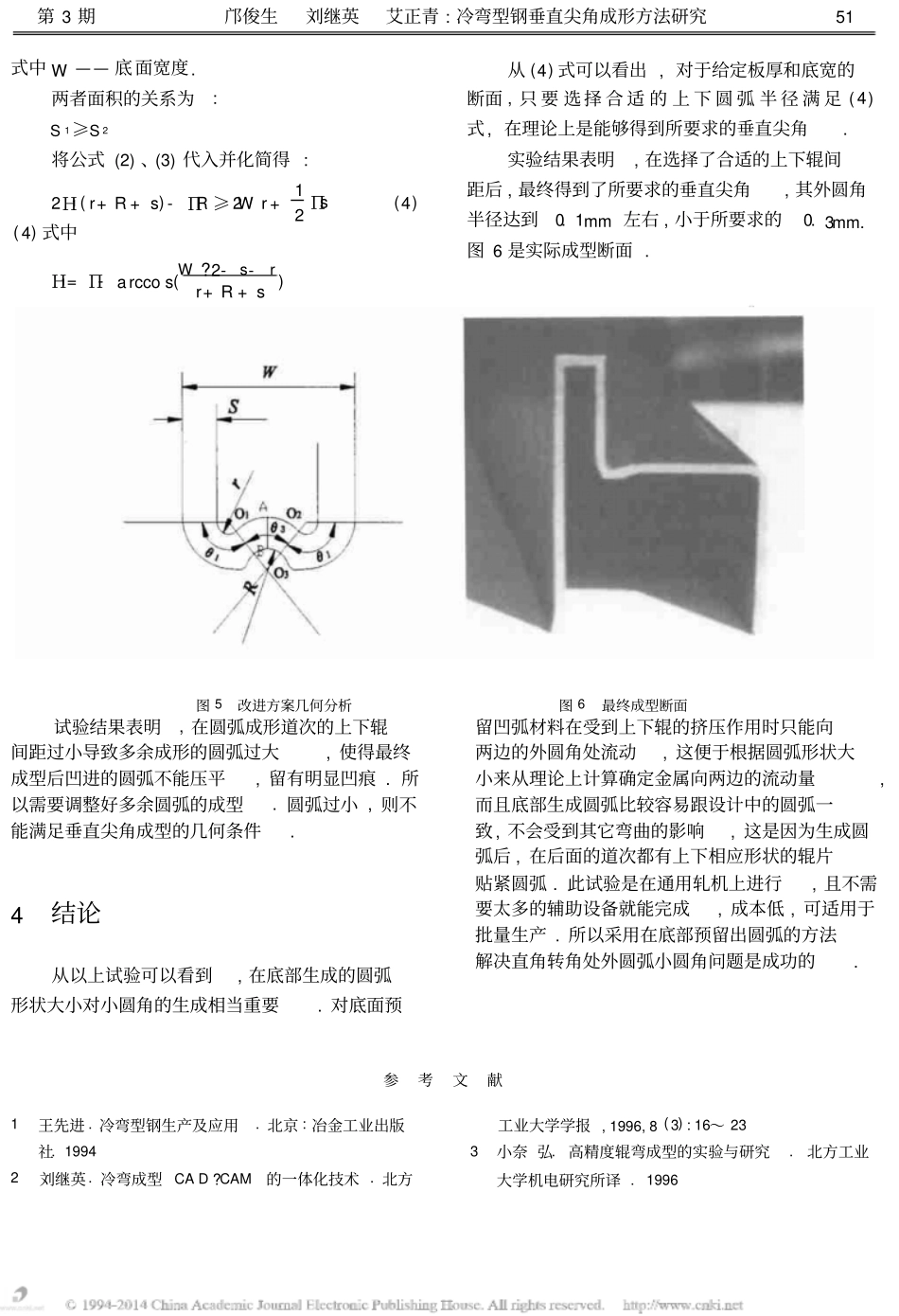
凸出来的圆弧金属向底部外圆角流动
由于金属挤压有一定难度,所以采用了精整过程
但经过初步试验后发现,外圆弧圆角半径R远远大于0
3mm,而且左右外圆角半径并不相同
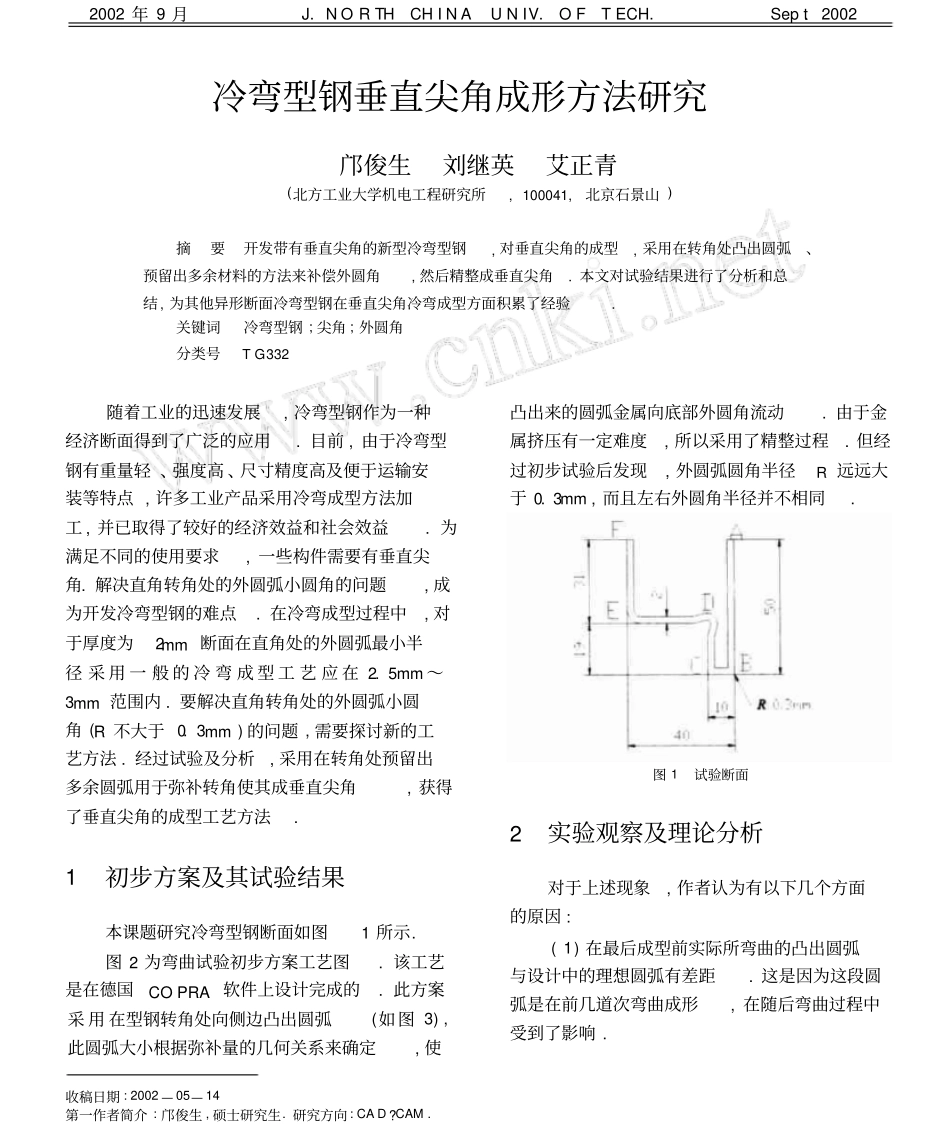
图1试验断面2实验观察及理论分析1初步方案及其试验结果对于上述现象,作者认为有以下几个方面的原因:(1)在最后成型前实际所弯曲的凸出圆弧与设计中的理想圆弧有差距
这是因为这段圆弧是在前几道次弯曲成形,在随后弯曲过程中受到了影响
本课题研究冷弯型钢断面如图1所示
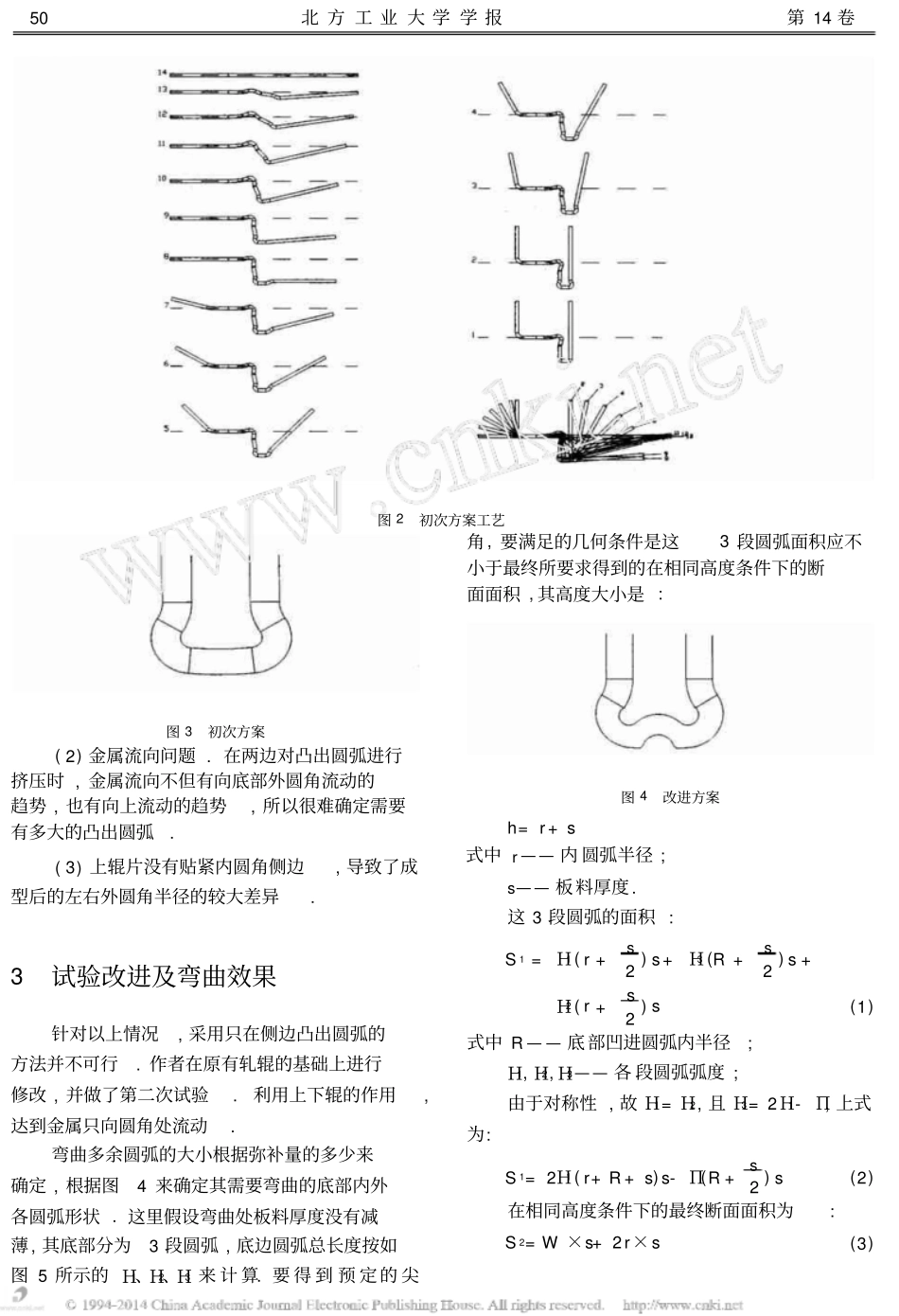
图2为弯曲试验初步方案工艺图
该工艺是在德国COPRA软件上设计完成的
此方案采用在型钢转角处向侧边凸出圆弧(如图3),此圆弧大