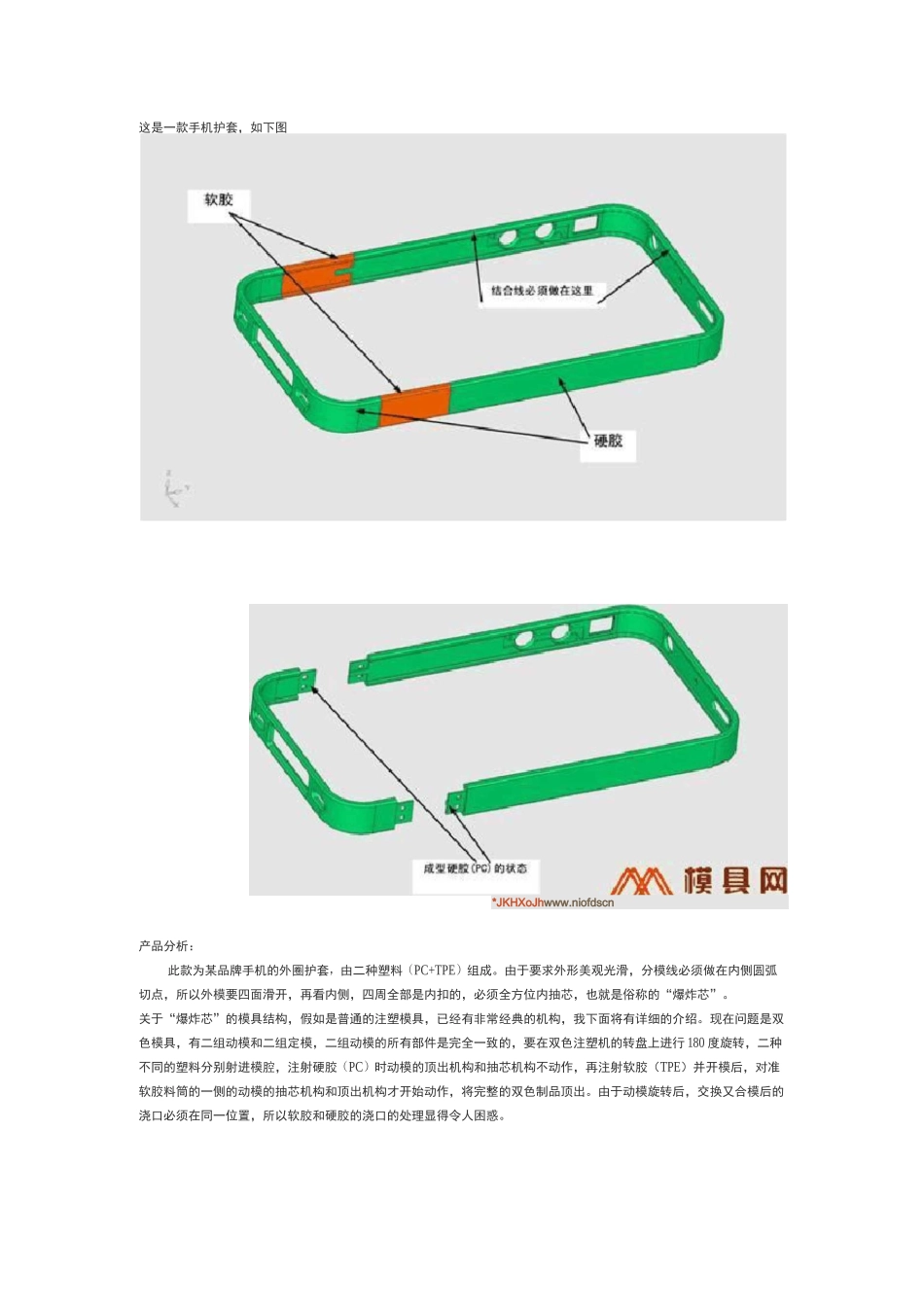
这是一款手机护套,如下图*JKHXoJhwww
niofdscn产品分析:此款为某品牌手机的外圈护套,由二种塑料(PC+TPE)组成
由于要求外形美观光滑,分模线必须做在内侧圆弧切点,所以外模要四面滑开,再看内侧,四周全部是内扣的,必须全方位内抽芯,也就是俗称的“爆炸芯”
关于“爆炸芯”的模具结构,假如是普通的注塑模具,已经有非常经典的机构,我下面将有详细的介绍
现在问题是双色模具,有二组动模和二组定模,二组动模的所有部件是完全一致的,要在双色注塑机的转盘上进行180度旋转,二种不同的塑料分别射进模腔,注射硬胶(PC)时动模的顶出机构和抽芯机构不动作,再注射软胶(TPE)并开模后,对准软胶料筒的一侧的动模的抽芯机构和顶出机构才开始动作,将完整的双色制品顶出
由于动模旋转后,交换又合模后的浇口必须在同一位置,所以软胶和硬胶的浇口的处理显得令人困惑
第一动模注射硬胶一侧注射软胶一侧第二动模由于模具必须四周都要进行“内外同抽”,内、外滑块怎样排列,轨道设置在哪里
这个问题同样有被逼入墙角的感觉
且不谈模具滑块机构的复杂性,我们从双色模具的基本原理来考虑,硬胶部分的成型和内外同抽机构是一定要设置在定模一侧的,软胶部分的成型机构也要设置在定模
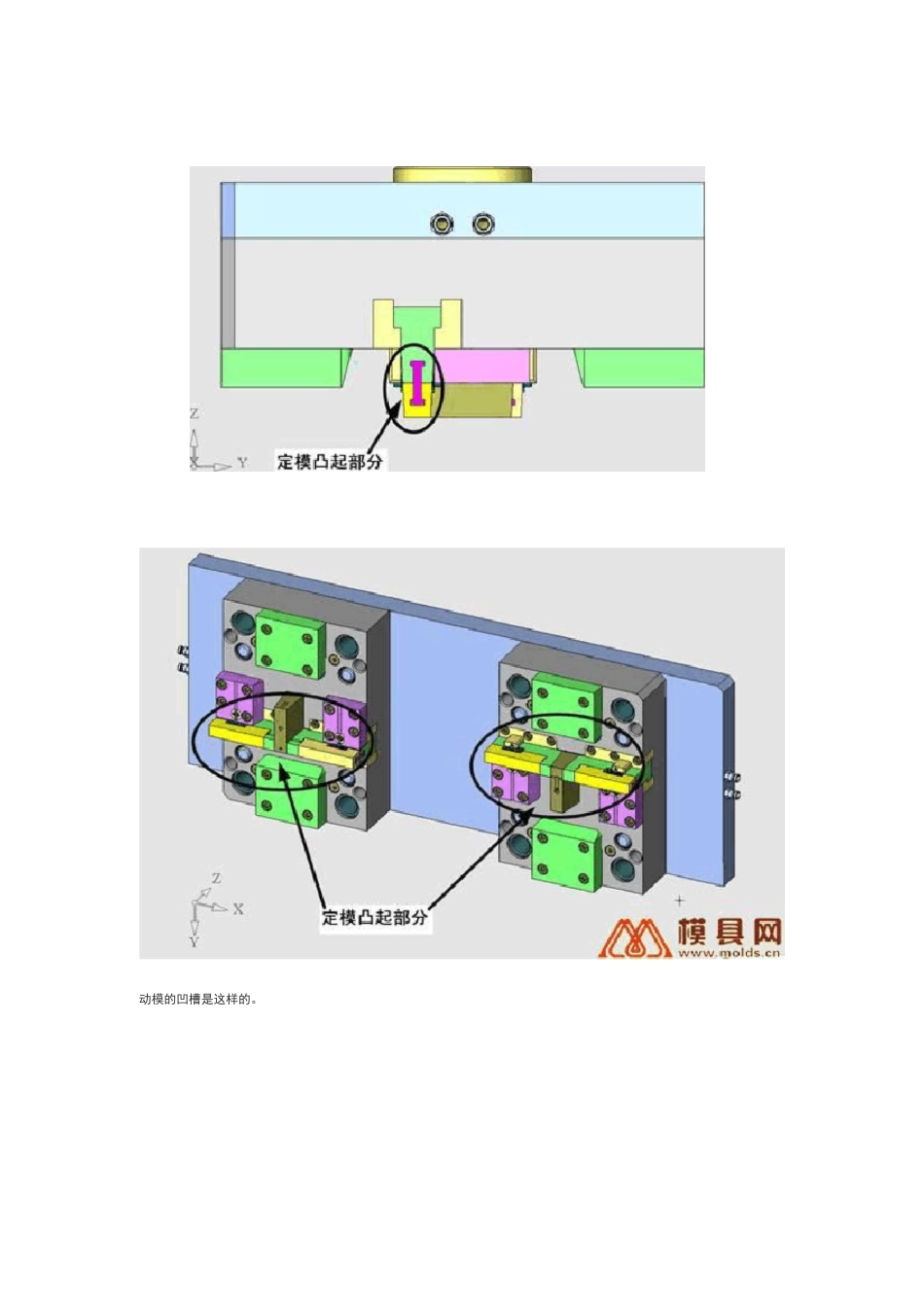
而且这个部分是由内外同抽的机构组成的凸起插入到动模的凹槽中
转盘旋转180度后,这组凸起刚好插入到另外一个动模的凹槽中
也就是说,二个定模上的由内外同抽滑块组成的凸起的外部形状和尺寸是完全相同的
仅仅是成型软胶和硬胶的型面不同而已
问题的难点是,这个凸起会分成上下二层,一层向外移动,另一层向内移动,也就是俗称的“内外同抽”,合成的凸起的侧面是一个统一的斜面,但是,传统的滑块必须要有滑动轨道等必要的条件,怎样设置轨道
这便成了本案例的核心问题
我是这样设置动模部分的凹槽和定模部分凸起的
动模的凹槽是这样的
动模凹治隕网四肿占血cn下面我们来探讨定