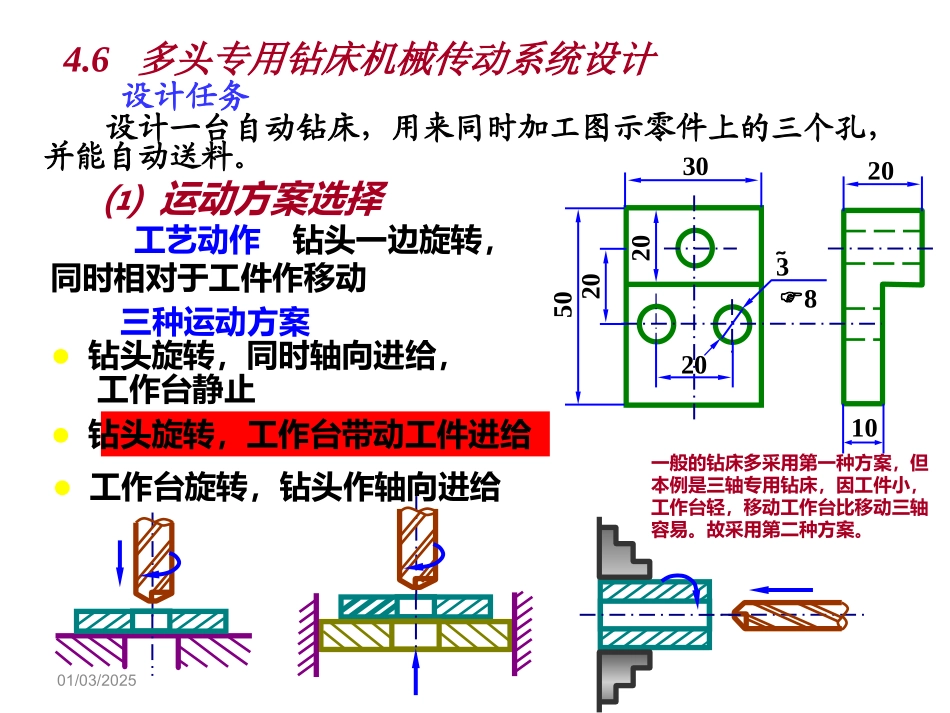
01/03/2025一般的钻床多采用第一种方案,但本例是三轴专用钻床,因工件小,工作台轻,移动工作台比移动三轴容易
故采用第二种方案
6多头专用钻床机械传动系统设计设计任务设计一台自动钻床,用来同时加工图示零件上的三个孔,并能自动送料
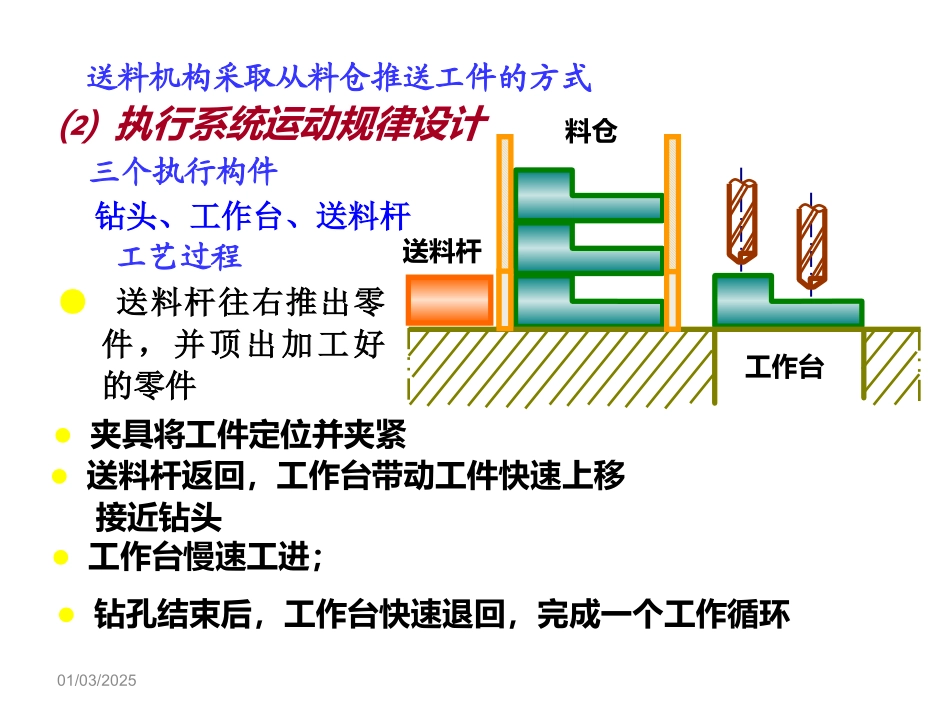
3020382020502010⑴运动方案选择工艺动作钻头一边旋转,同时相对于工件作移动三种运动方案●钻头旋转,同时轴向进给,工作台静止●钻头旋转,工作台带动工件进给●工作台旋转,钻头作轴向进给01/03/2025送料机构采取从料仓推送工件的方式⑵执行系统运动规律设计工作台送料杆料仓三个执行构件钻头、工作台、送料杆工艺过程●送料杆往右推出零件,并顶出加工好的零件●夹具将工件定位并夹紧●送料杆返回,工作台带动工件快速上移接近钻头●工作台慢速工进;●钻孔结束后,工作台快速退回,完成一个工作循环01/03/2025钻头的转速nc1000v(d)d钻头直径,d8mmv切削速度,查手册45钢,可选v12
5mminnc500rpm工作台为往复运动钻孔工艺要求●工作台带动工件快速上移接近钻头●工作台改用工作进给速度先钻凸台上的孔,待钻到一定深度时,三个钻头才同时钻进,因工作阻力增加,故进给速度应减小●钻孔结束后,工作台快速退回,完成一个工作循环01/03/2025工作台一个工作循环总时间T1t1t2t3t4t524
6s工作台每分钟工作循环数n160T12
44送料杆的运动为往复直动,运动循环时间与工作台相同Ts24
6s工作台的行程Hfh0h1h2h1—单孔钻削深度,取h113mmh2—三孔同时钻削深度,取h213mm送料杆的行程取工件的两倍Hs100mmh0—工作台快速趋近钻头的运动距离,取h015mm01/03/2025工作循环图凸轮转角090º180º270º360º送料杆送料静止送料工