十五万套塑料件涂装线的工艺探究1、工艺简介1
1塑料件涂装的目的塑料件涂装是用化学和机械方法除去塑料件表面脱模剂、异物、污物等,去除表面界膜阻力,提高附着力,并在其表面涂覆涂料,经干燥成膜并附着于塑料件的表面,达到防护和装饰的作用
2塑料件的涂装工艺过程该生产线工艺过程可分为2段,即前处理工段和底漆、面漆工段
前处理工段采用化学处理方法,经低瘟脱脂水洗,表面活化后烘干,化学品材料采用上海汉高公司生产的塑料件清洗剂及表面活性剂,工件输送方式为普通悬链连续通过式
底漆、面漆部分采用手工空气喷涂方式,三喷两烘或三喷一烘皆可,其输送方式采用NKC反向积放式地面链
底漆、面漆材料采用PPG、杜帮公司提供的溶剂低温涂料
该线主要工艺流程如图1(三喷两烘)
白件检查(打磨擦净)上白件预脱脂(脱脂剂:汉高代号2595)脱脂N0
水洗循环纯水洗(含表面活性剂:汉高代号AID100)新鲜纯水洗吹水水分烘干强冷、擦净静电除尘喷底漆晾干烘干强冷底漆打磨擦净/静电除尘喷涂底色漆晾干点打磨/修补喷清漆晾干烘干强冷修饰交检合格去总装车间不合格点修补底漆打磨返工1
1前处理工段1
1脱脂脱脂主要目的就是除去塑料表面的油污、脱模剂等,主要依靠脱脂剂的浸润分散及乳化作用达到除去油污的效果,去除界面阻力,提高附着力
一般采用环形压力喷洗
这道工序主要控制以下工艺参数
a、总酸/PH值塑料件脱脂和整车脱脂不同,车身脱脂一般为碱性脱脂,而塑料件遇到碱性溶液会发生化学反应,破坏工件表面结构,影响表面质量,因面塑料件脱脂槽液PH一般控制在6
0,总酸控制在4
b、脱脂温度一般来说温度越高脱脂效果越好越彻底,但塑料件耐热性一般较差,温度过高会导致塑料件变形,考虑到此脱脂剂活性温度(50℃左右活性最佳),将脱脂工艺温度控制在55±5℃
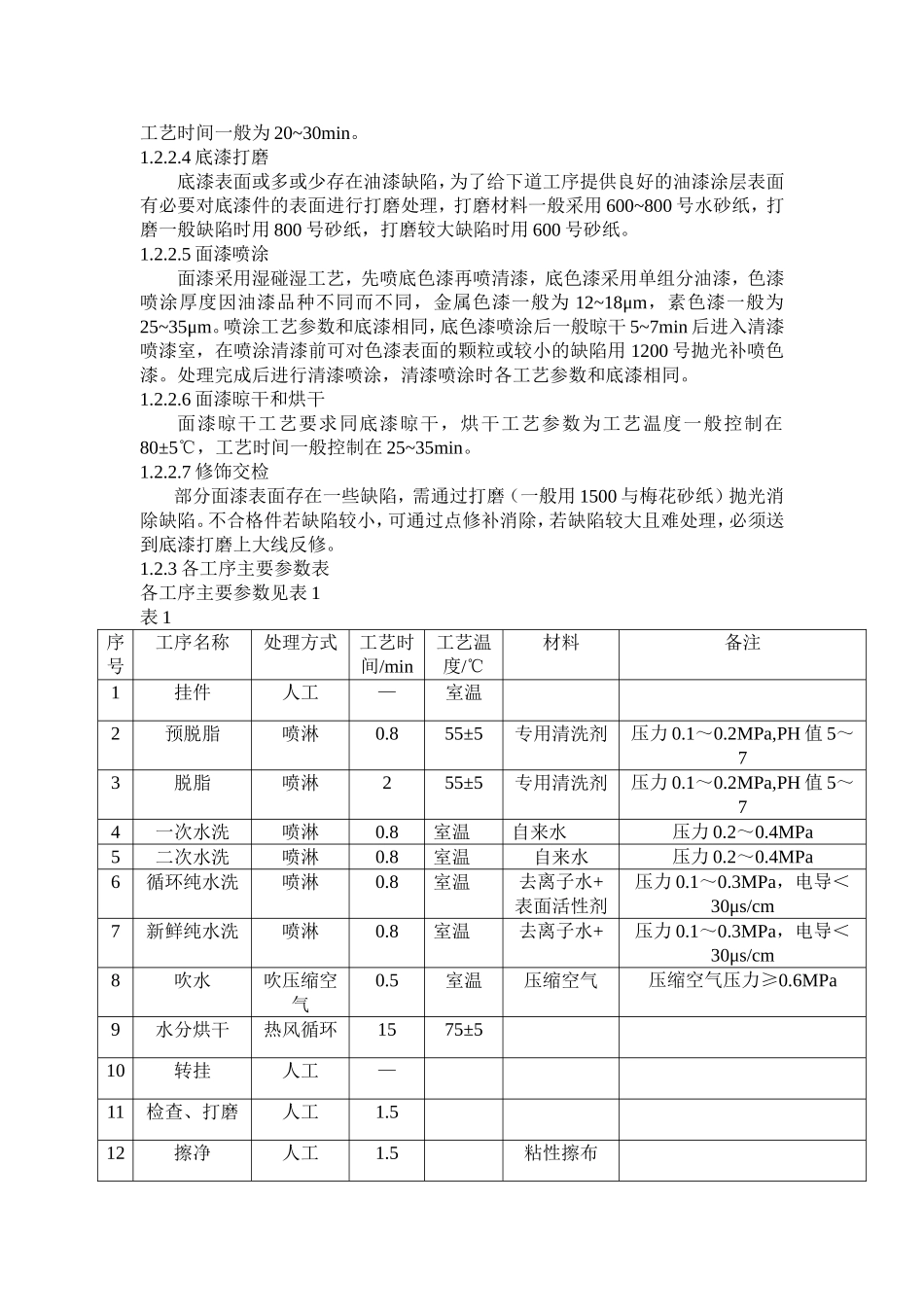
c、脱脂时间和压力脱脂过程中,必须保证有足够的喷洗