滚轧直螺纹钢筋连接技术(一、概述钢筋连接方式有多种,通常的做法是采用搭接或者焊接连接,近年来行业中为提高施工工艺、施工质量和施工效率开始广泛推广采用机械连接技术进行钢筋连接
目前在机场南线5#采用了滚轧直螺纹钢筋连接技术进行钢筋连接,与传统方法相比较,该施工技术工艺简便、接头强度高、连接速度快、应用范围广、经济性能优越,在工程应用上大大加快了钢筋工序施工速度,并且降低了成本,在确保工程质量的情况下很好的推动了工程整体进度
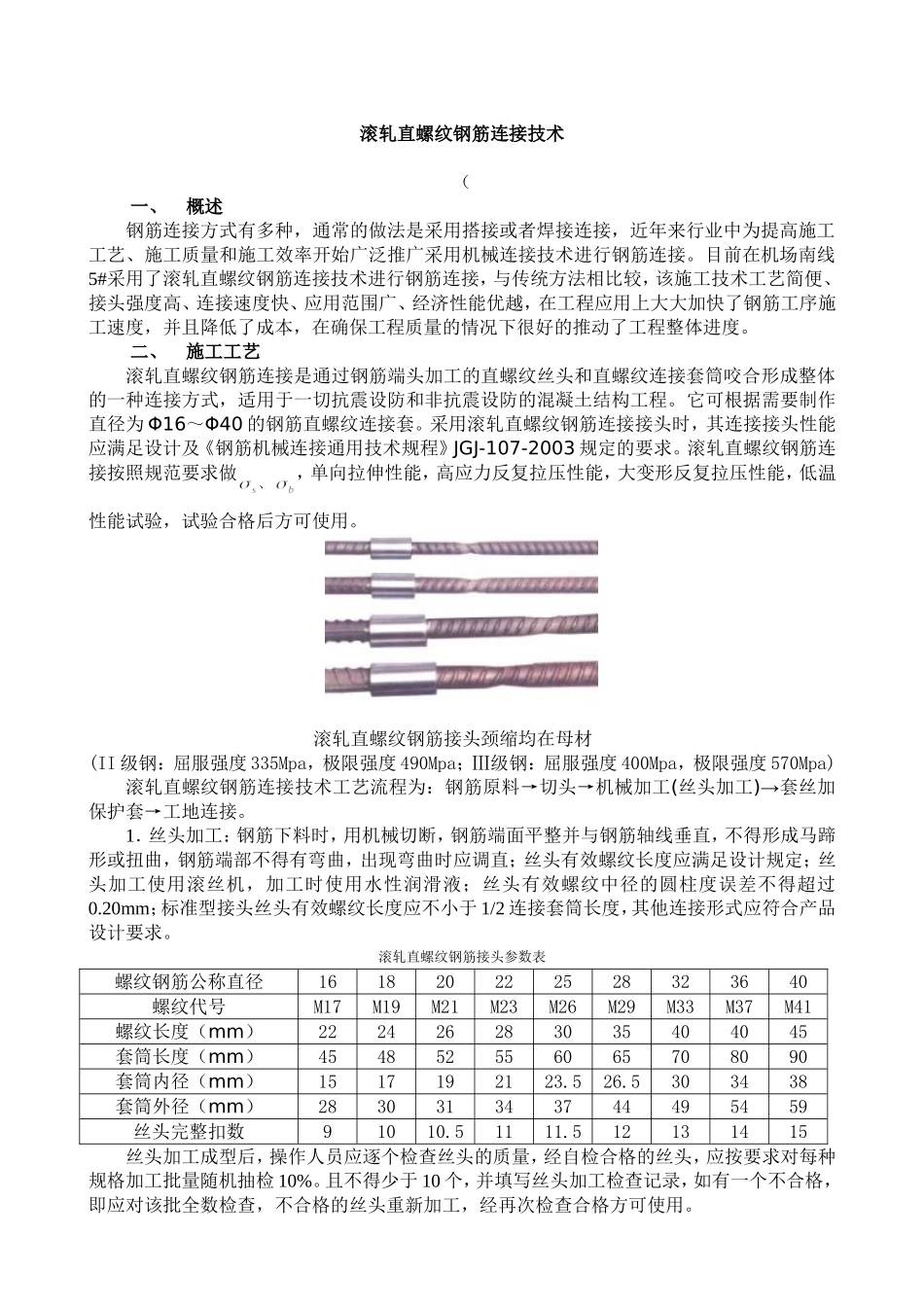
二、施工工艺滚轧直螺纹钢筋连接是通过钢筋端头加工的直螺纹丝头和直螺纹连接套筒咬合形成整体的一种连接方式,适用于一切抗震设防和非抗震设防的混凝土结构工程
它可根据需要制作直径为Φ16~Φ40的钢筋直螺纹连接套
采用滚轧直螺纹钢筋连接接头时,其连接接头性能应满足设计及《钢筋机械连接通用技术规程》JGJ-107-2003规定的要求
滚轧直螺纹钢筋连接按照规范要求做,单向拉伸性能,高应力反复拉压性能,大变形反复拉压性能,低温性能试验,试验合格后方可使用
滚轧直螺纹钢筋接头颈缩均在母材(II级钢:屈服强度335Mpa,极限强度490Mpa;Ⅲ级钢:屈服强度400Mpa,极限强度570Mpa)滚轧直螺纹钢筋连接技术工艺流程为:钢筋原料→切头→机械加工(丝头加工)→套丝加保护套→工地连接
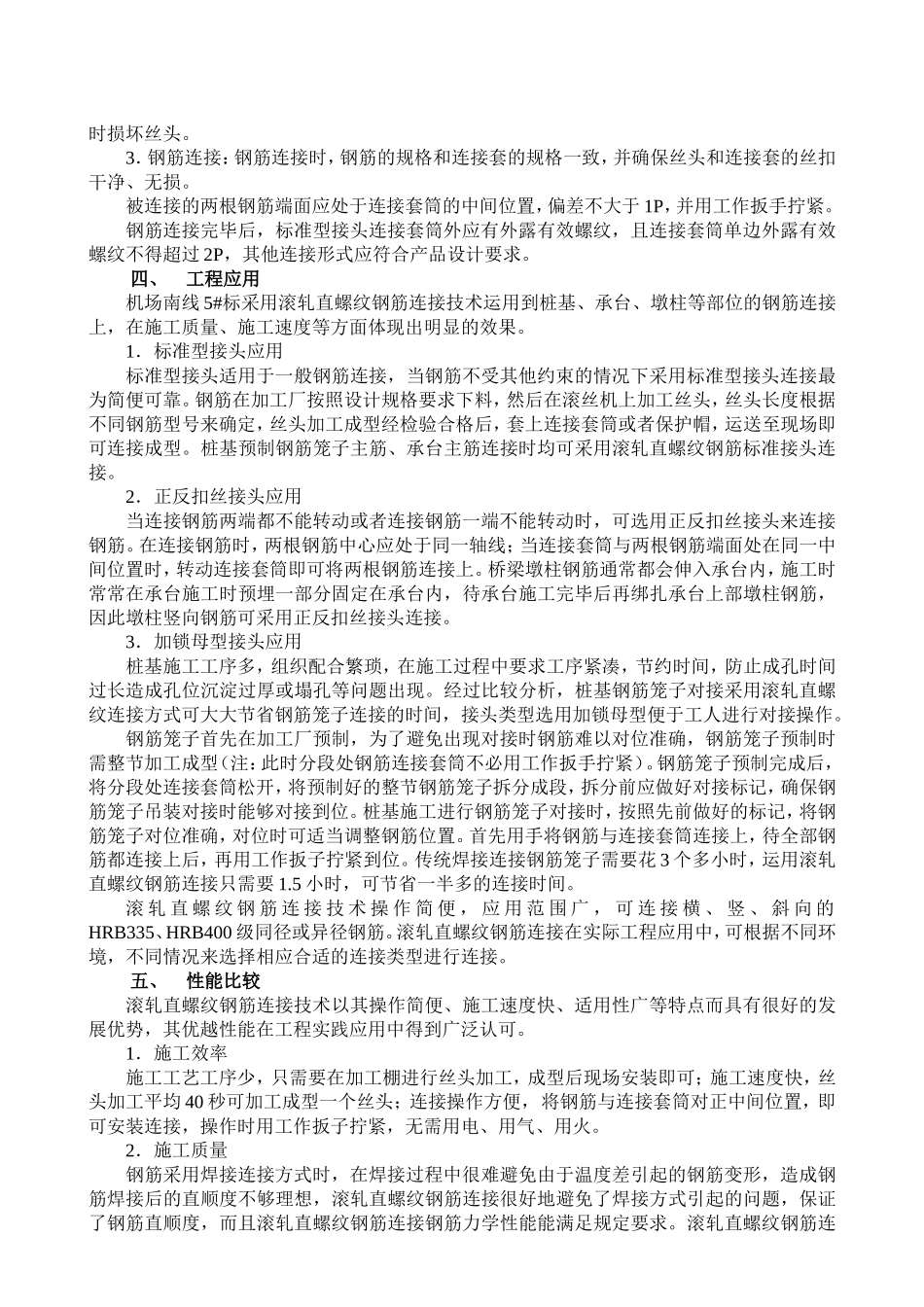
1.丝头加工:钢筋下料时,用机械切断,钢筋端面平整并与钢筋轴线垂直,不得形成马蹄形或扭曲,钢筋端部不得有弯曲,出现弯曲时应调直;丝头有效螺纹长度应满足设计规定;丝头加工使用滚丝机,加工时使用水性润滑液;丝头有效螺纹中径的圆柱度误差不得超过0
20mm;标准型接头丝头有效螺纹长度应不小于1/2连接套筒长度,其他连接形式应符合产品设计要求
滚轧直螺纹钢筋接头参数表螺纹钢筋公称直径161820222528323640螺纹代号M17M19M21M23M26M29M33M37M41螺纹长度(mm