芜湖米斯机械科技有限公司排气注塑成型第一节概述许多塑料在出厂时,都会有少量单体、熔剂和其它低分子挥发物,如以尼龙(PA)、聚甲基丙烯酸甲酯(PMMA)、聚碳酸酯(PC)等最为突出,不仅含有低分子挥发物,而且与空气接触时,很容易吸附水分
单体、溶剂、水分在加工温度下会变成气体,给加工带来困难,产生银丝、污痕、云斑、汽泡等,影响外部质量,而且会降低制品机械性能,影响内部质量
所以普通注塑成型必须进行干燥处理
至到七十年代,开始发展排气式注塑机,用排气注塑工艺加工带有含亚量大,和挥发物的制品
近年来,由于提倡节能、环保,排气注塑成型又提高到一个新的水平
排气注塑成型具有显著的经济效益和社会效益:首先省去了附设的干燥设备及其所占据的厂房面积,减少用电力加热烘干,节省能耗,而且使制品质量得到提高,外观质量好,尺寸稳定,减少废品率
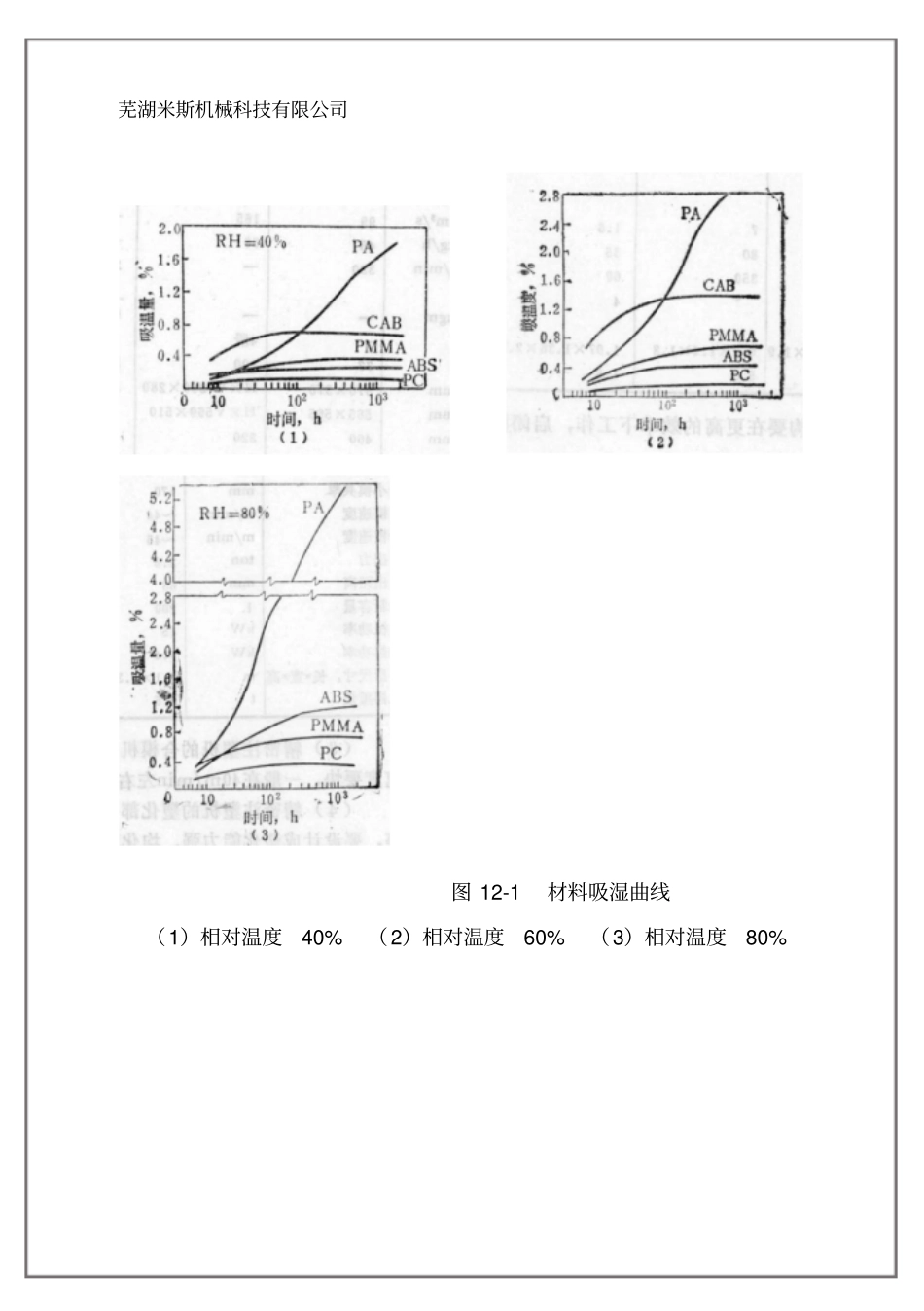
某些塑料经存放后,会吸收空气中的大量水分,特别是一些容易吸湿类塑料如PA等更是如此
如图12-1示出几种材料的吸湿曲线
对于已经吸湿的材料,在注塑之前必须要干燥后才能注塑,否则就会影响成型制品的内部质量和表观质量,以及制品精度
芜湖米斯机械科技有限公司图12-1材料吸湿曲线(1)相对温度40%(2)相对温度60%(3)相对温度80%芜湖米斯机械科技有限公司进行干燥处理需要专用的干燥设备,会延长生产周期,物料中还有低聚物、残余单体和低佛点的添加剂等物质,单纯用干燥办法是处理不掉的
它们在注塑过程中,在加热,螺杆预塑和注塑时的强剪切作用下,常变成挥发性气体分布在熔体内,存在于制品内部而降低制品机械强度,抗冲击性、介电性能,若分散在制品外层即形成各种表面缺陷
并严重影响制品尺寸精度
特别对注塑一些光学制品就更加困难
表12-1、12-2分别列出ABS和PMMA中的残留单体对其制品性能的影响
表12-1ABS残留单体对性能影响单体量,%冲击强度,kJ/m2硬度HB软