冷轧钢(卷)带检验规程及标准一
适用范围本规程及标准适用于公司内部冷轧工序检验和成品冷硬、退火、二次冷轧钢带的检验二
参照镀锌板供货技术协议、用户协议、JISG3141、GB708三
工序检验规程:1酸洗钢带表面质量状况:酸洗卷应平直整齐,无折叠、裂边、刮边:表面无欠酸洗氧化铁皮、锈斑,无过酸洗现象,无表面划伤、凹坑、压印深度应小于相应国家原料标准要求的厚度偏差之半
2轧制:每道次通过测厚仪在线检测钢带厚度,更换道次时检查钢带表面质量状况和裂边情况,人工观察钢带板形,复合浪≤6mm、肋浪≤5mm、边浪≤8mm,浪长≥100mm不允许有严重的碎边浪、荷叶边
人工观察表面清洁度不允许有整卷的黑带
无表面划伤、凹坑、压印深度应小于相应国家原料标准要求的厚度偏差之半
3重卷时要保持毛毡清洁,不得二次污染钢卷表面
切边毛刺量控制在≤0
02mm范围内,不得出现缺刀现象
薄板切边时S弯≤2mm
重卷退火的张力要控制在最小范围内、但齐边度要好,错层不得超过5处,错层溢出高度小于等于3mm
退火前要检查设备是否正常,装炉过程中要轻起慢放、不得边部压折及损伤钢卷
4平整钢带时应在线对其表面、板形、边部、几何尺寸等质量状况进行检验
5成品尺寸测定部位:钢带两边大于等于15mm内侧的任意一点为厚度测定部位;钢带两侧长度方向上的任意部位均为宽度的测定部位
6成品钢带的硬度用小负荷维氏硬度计测定,按GB试验方法执行
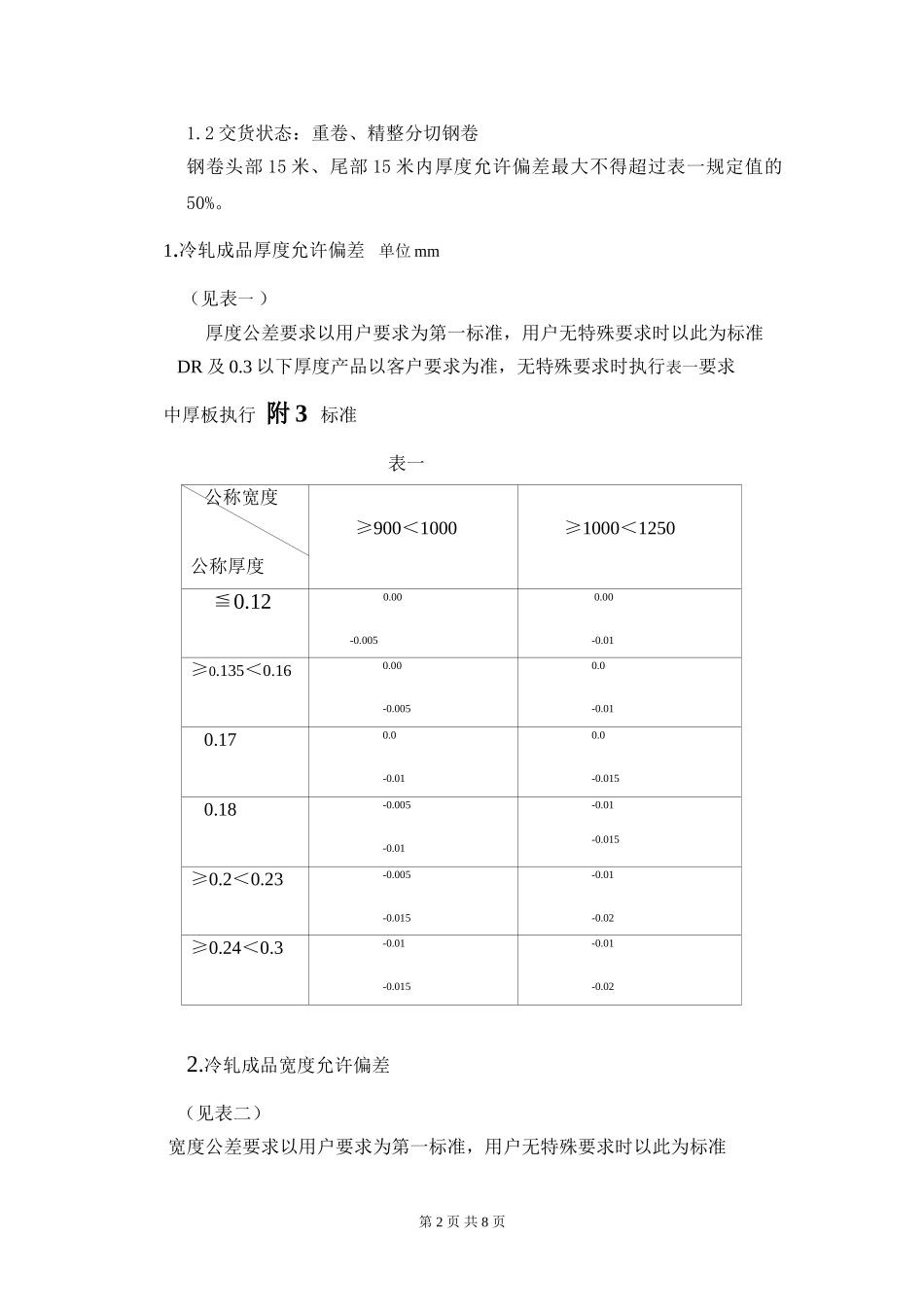
检验标准:1冷轧成品厚度允许偏差(见表一)1.1流程状态:视实际需要(可带原料尾部冷轧钢卷)钢带外圈头部15米内厚度允许偏差最大不得超过表一规定值的50%,钢卷尾部(即内径芯部)升、减速10圈内的厚度偏差不列入检测范围第1页共8页1
2交货状态:重卷、精整分切钢卷钢卷头部15米、尾部15米内厚度允许偏差最大不得超过表一规定值的50%
冷轧成品厚度允许偏差单位mm(见表一)厚度公差