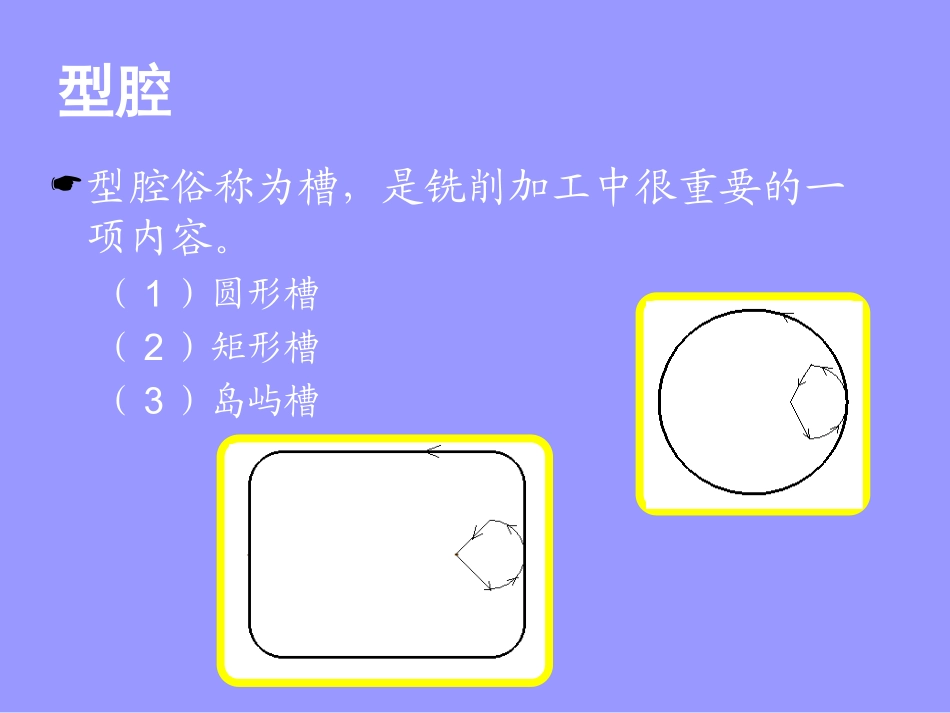
型腔的编程方法与技巧加工中心编程与操作型腔型腔俗称为槽,是铣削加工中很重要的一项内容
(1)圆形槽(2)矩形槽(3)岛屿槽型腔的加工内容1、粗加工:去除型腔轮廓内的所有材料(残料),需要自行设计走刀路径,是加工难点
2、精加工:可以按外形轮廓铣削编程,程序较简单,但需要考虑是否引起过切现象
下图所示是典型的槽结构形式及其精加工刀路设计,图中采用了最常用的圆弧切入/切出方式
下刀方式刀具要求:1、直接下刀2、斜线下刀3、螺线下刀直接下刀(1)使用键槽铣刀键槽铣刀具有底刃,且两刃过中心点,可以直接下刀,但影响平面内的切削效率
(2)使用平底立铣刀平底立铣刀没有底刃,不能直接下刀
解决的办法是用键槽铣刀预先铣一个下刀孔,再换平底立铣刀从下刀孔下刀
这样可以提高加工效率
直接下刀只有Z轴单方向的移动
程序格式为:G01Z_;斜线下刀斜线下刀属于两轴联动下刀,即Z轴与XY平面内一轴的同时移动
斜线下刀时需要注意:(1)斜度的大小
斜度一般取3~50,折算为长度比约为1:10,即Z向每下刀1mm,平面内移动距离约为图6-5斜线下刀10mm
(2)留有“斜坡”
需要考虑回拉去除,即在XY平面内多走一刀
程序格式为:G01Z_X_(或Y_);X_(或Y_);螺线下刀螺线下刀属于三轴联动下刀,程序格式为:G02X_Y_Z_I_J_;直接下刀程序简单,效率高,但需要两把刀具
螺线下刀程序复杂,效率低
斜线下刀综合了两者的优点,较为常用
粗加工走刀路线环形走刀往复走刀圆形型腔加工圆形槽Ф60,深3mm,刀具为Ф14的平底刀确定走刀范围:将型腔轮廓内偏移7
3mm(刀具半径+余量)
下刀方式:选用斜线下刀,按1:10的比例确定XY平面内的移动距离为30mm
行间距:取B=10
走刀路线:选用环形走刀,确定全圆的半径分别为R12、R22