铸造用的硅砂及进厂质量控制林州市合鑫铸业公司李海军铸造用的硅砂作为造型的主要原材料,其质量的好坏对型砂性能的影响很大
特别是原砂含泥量过高,使型砂和旧砂中的含泥量增高,导致型砂透气性下降,含水量上升,铸件气孔缺陷增多
除了强烈影响透气性低和含水量高以外,还会引起型砂韧性变差,造型时起模困难,砂型棱角易碎,吊砂易断,铸件砂眼废品率增高
对于树脂砂造型或制芯,原砂含泥量过高还会造成树脂加入量增大,芯子发气量增高等问题
故一般工厂均对型砂和旧砂的含泥量有明确规定,并至少每周要检测一次
单一砂机器造型铸铁用型砂含泥量一般为10%-13%,旧砂含泥量为8%-11%
对于粘土型砂用硅砂的含泥量最好<0
8%,树脂等有机粘结剂砂芯用硅砂含泥量最好<0
3%,而且越低越好
所以有效的控制采购原砂的含泥量对提高铸件的质量很有必要
对于中部地区,为了就地取才,降低生产成本,一般采购黄河水洗烘干砂做为造型用的原砂
值得一提的是,黄河砂与河北的承德砂、内蒙的大林砂相比,虽然价格比较便宜,但含泥量一般均偏高
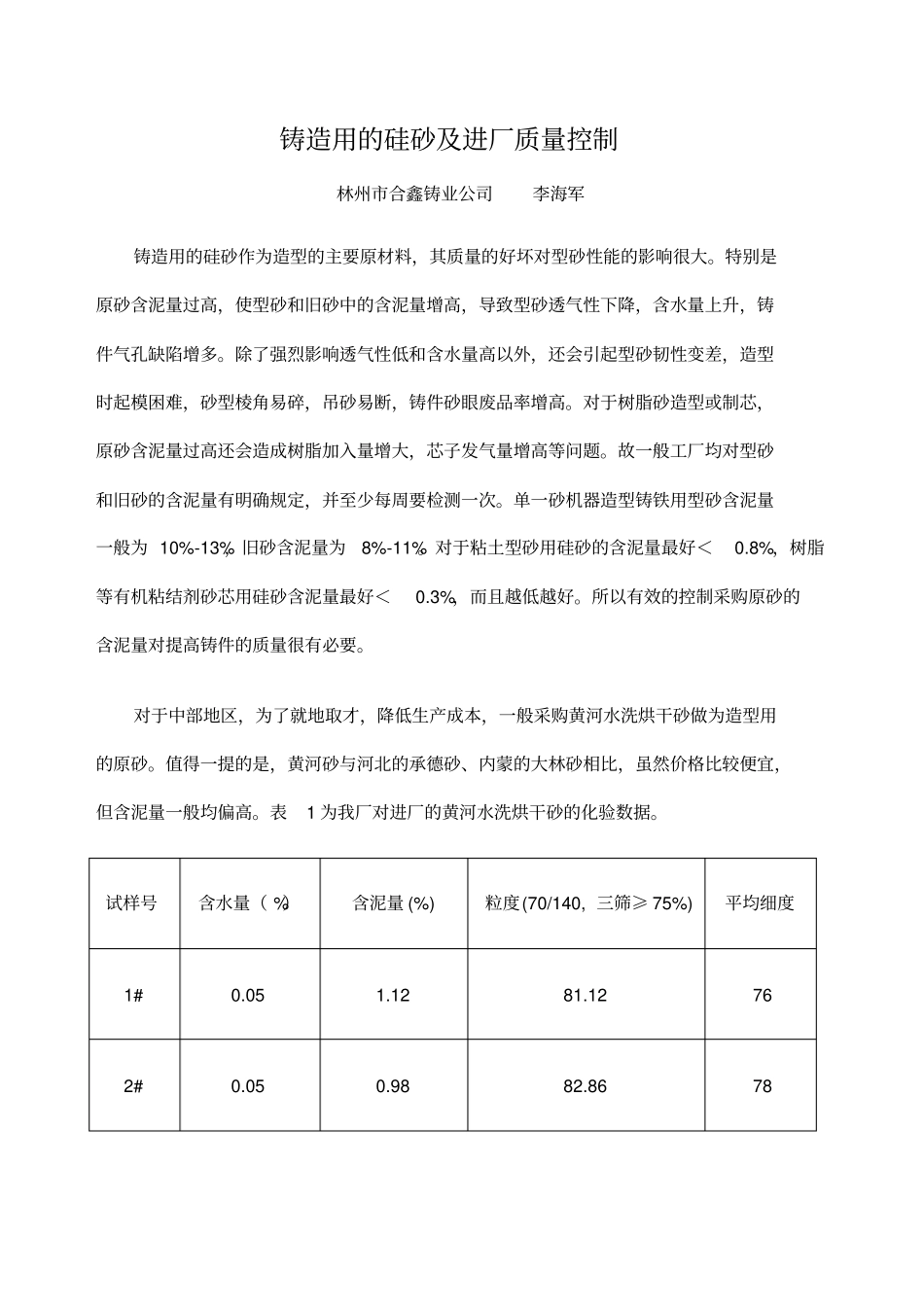
表1为我厂对进厂的黄河水洗烘干砂的化验数据
试样号含水量(%)含泥量(%)粒度(70/140,三筛≥75%)平均细度1#0
12762#0
86783#0
04734#0
24765#0
78666#0
4667#0
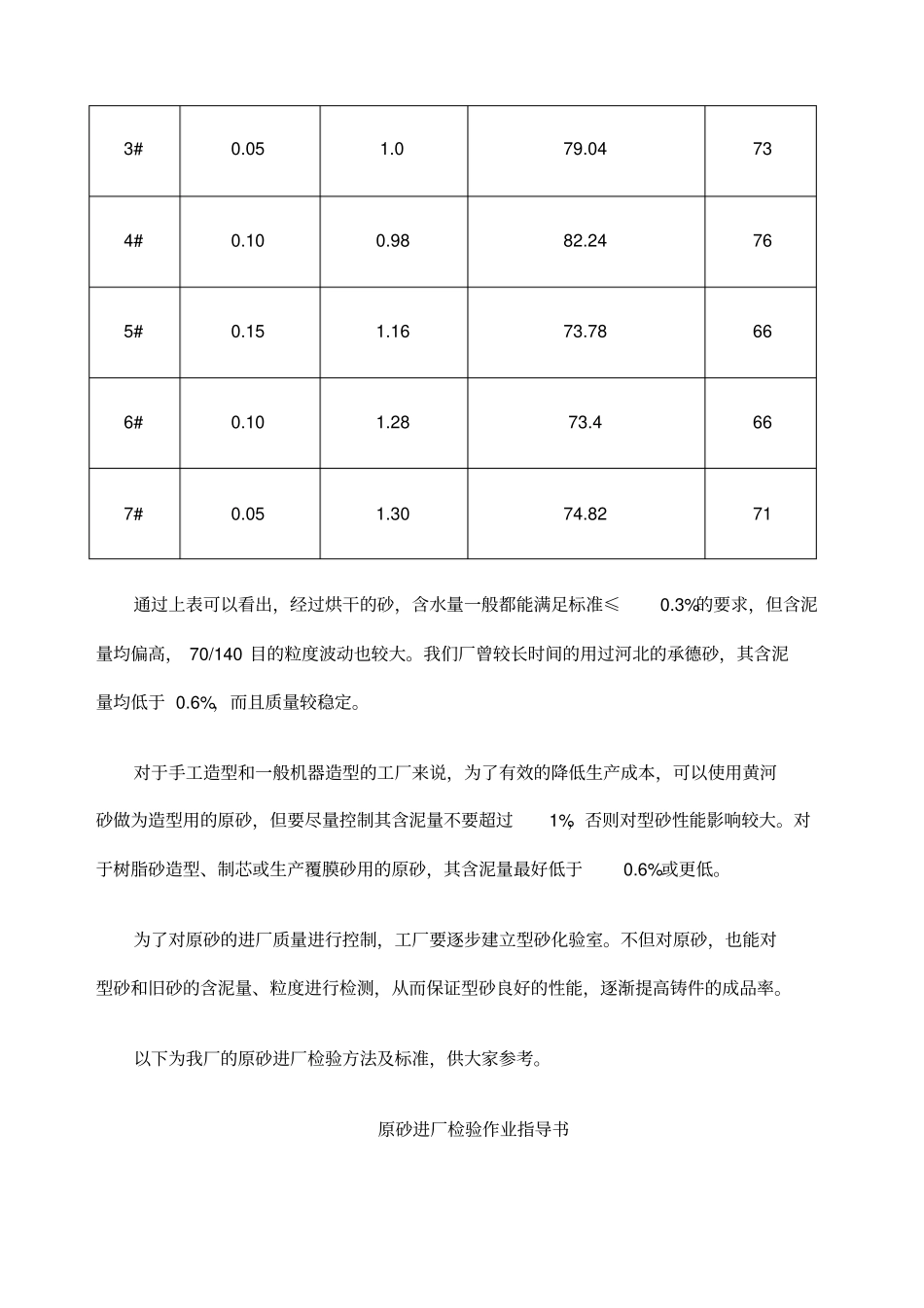
8271通过上表可以看出,经过烘干的砂,含水量一般都能满足标准≤0
3%的要求,但含泥量均偏高,70/140目的粒度波动也较大
我们厂曾较长时间的用过河北的承德砂,其含泥量均低于0
6%,而且质量较稳定
对于手工造型和一般机器造型的工厂来说,为了有效的降低生产成本,可以使用黄河砂做为造型用的原砂,但要尽量控制其含泥量不要超过1%,否则对型砂性能影响较大