一种解决电子皮带秤皮重跳变的新技术本文针对计量皮带秤的皮重跳变对于电子皮带秤的计量精度的影响,提出一种以分段去皮和基准点检测为核心的新方法解决由此带来的计量误差
传统的电子皮带秤皮重计算方式普遍采用运行一定周期后计算皮带每圈通过计量区域后的平均皮重
该方式获得的皮重值比较准确,但是对皮带均匀性的要求较高,不但对皮带在纵横两个方向的尺寸有一定的要求,而且对皮带厚度的均匀性要求尤高
随着今年来国内企业生产线的多样化、特殊化发展,电子皮带秤计量皮带的选用在需求上也越来越多样化
这些皮带由于本身固有的特性,无法保证其均匀性,存在很多皮重与平均值差异较大的“跳变点”,当这些跳变点进入计量区时,极易发生计量误差问题
为了解决这一难题,笔者从电子皮带秤的计量原理入手,经过分析研究及实践的检验,采用了分段去皮和基准点检测的性能调整技术,有效的解决了这种皮带均匀性差异带来的计量误差
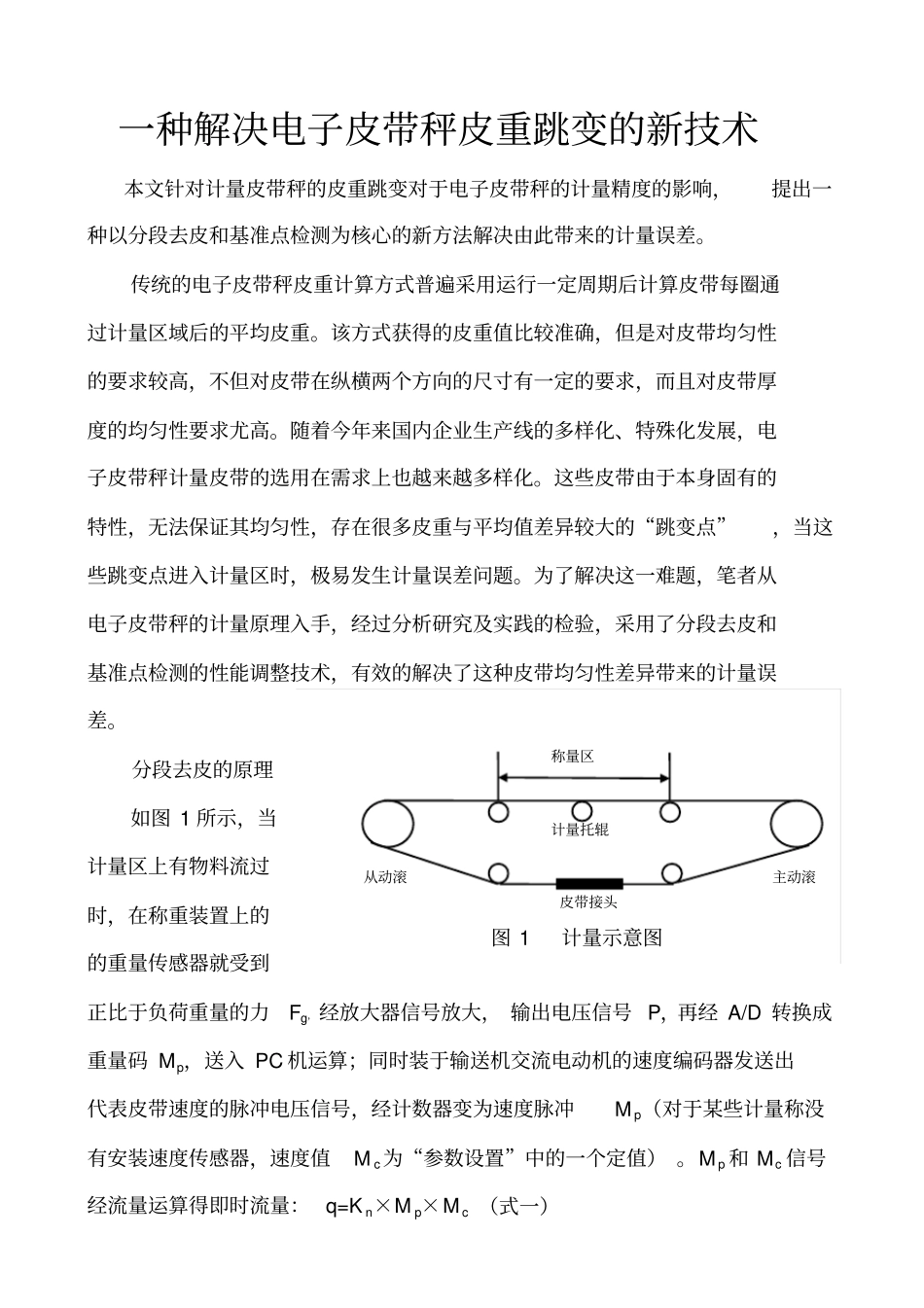
分段去皮的原理如图1所示,当计量区上有物料流过时,在称重装置上的的重量传感器就受到正比于负荷重量的力Fg,经放大器信号放大,输出电压信号P,再经A/D转换成重量码Mp,送入PC机运算;同时装于输送机交流电动机的速度编码器发送出代表皮带速度的脉冲电压信号,经计数器变为速度脉冲Mp(对于某些计量称没有安装速度传感器,速度值Mc为“参数设置”中的一个定值)
Mp和Mc信号经流量运算得即时流量:q=Kn×Mp×Mc(式一)称量区计量托辊从动滚主动滚皮带接头图1计量示意图Kn为流量系数,再经积分运算得到累计流量W=∫qdt(式二)电子皮带秤计算Mp时是以采样到的重量信号值减去皮重值,这个皮重值在软件算法中采用的为平均皮重,即计算出皮带跑一圈或两圈时所采样到的重量值,然后取平均值
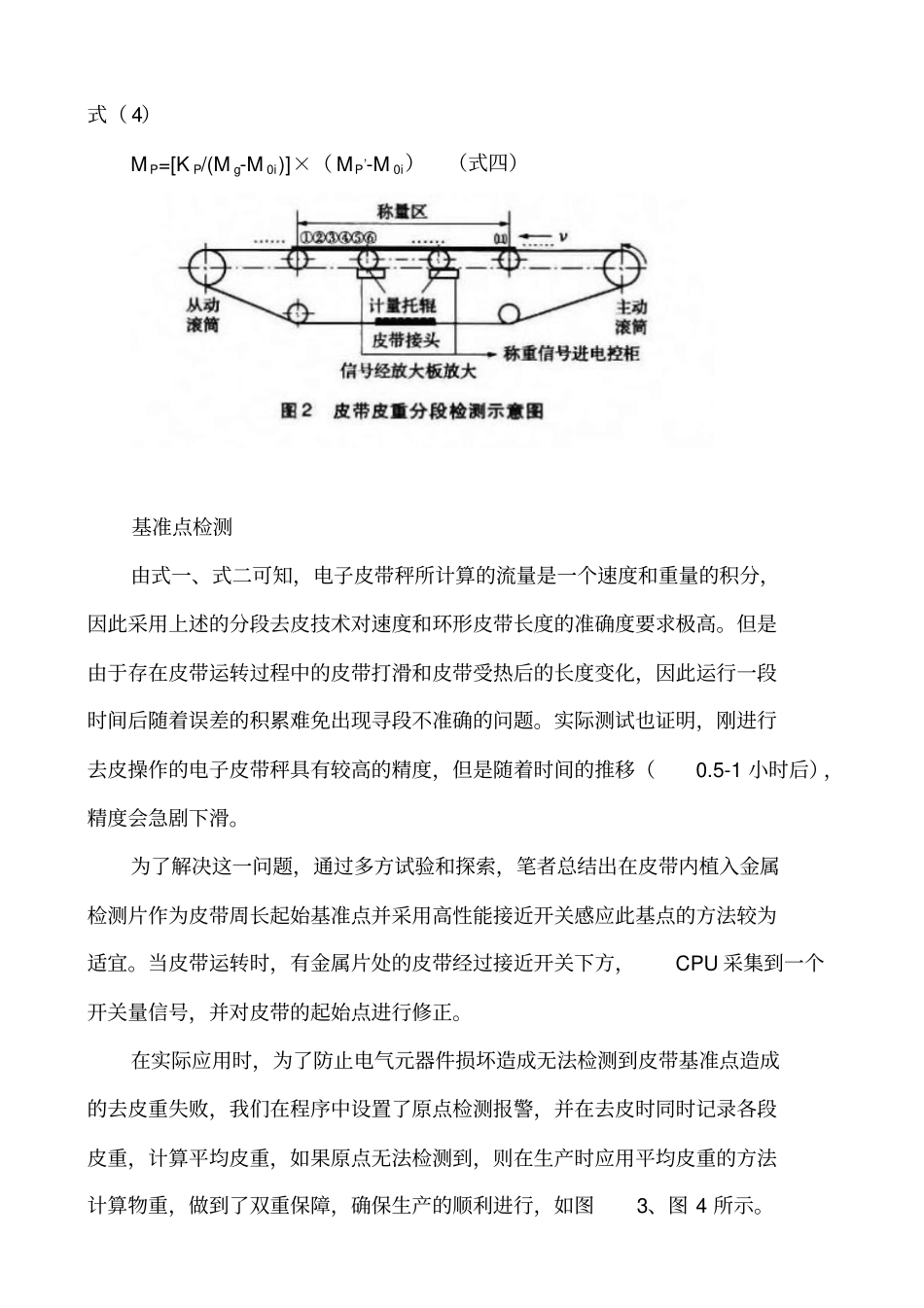
CPU采样到的重量码Mp的计算公式:Mp=[KP/(Mg-M0)]×(Mp,-M0)(式三)式中KP为重量系数;Mg为标定砝码折算到计量托辊上的等