1、当您付费下载文档后,您只拥有了使用权限,并不意味着购买了版权,文档只能用于自身使用,不得用于其他商业用途(如 [转卖]进行直接盈利或[编辑后售卖]进行间接盈利)。2、本站所有内容均由合作方或网友上传,本站不对文档的完整性、权威性及其观点立场正确性做任何保证或承诺!文档内容仅供研究参考,付费前请自行鉴别。3、如文档内容存在违规,或者侵犯商业秘密、侵犯著作权等,请点击“违规举报”。
碎片内容
钣金展开计算公式--很实用在网上看到一个折弯计算公式分享给大家,作者不详
先说一个名词:折弯余量一个已成形的钣金折弯,它有三个尺寸:两个轮廓尺寸和一个厚度尺寸,定义两个轮廓尺寸为L1、L2,厚度尺寸为T,我们都已知道,L1+L2是要大于展开长度L的,它们的差值就是折弯余量,定义为K,那么一个弯的展开尺寸L=L1+L2-K
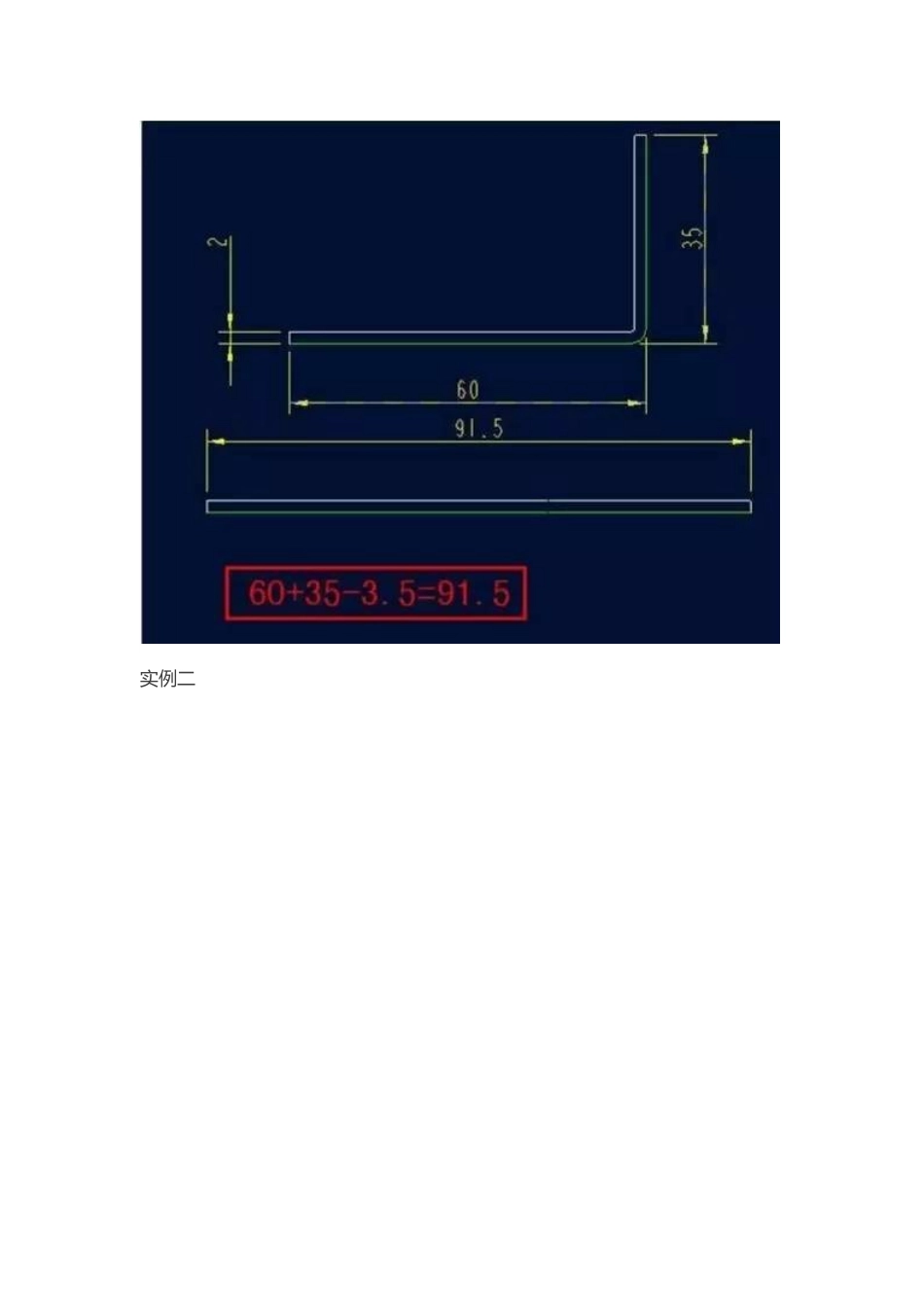
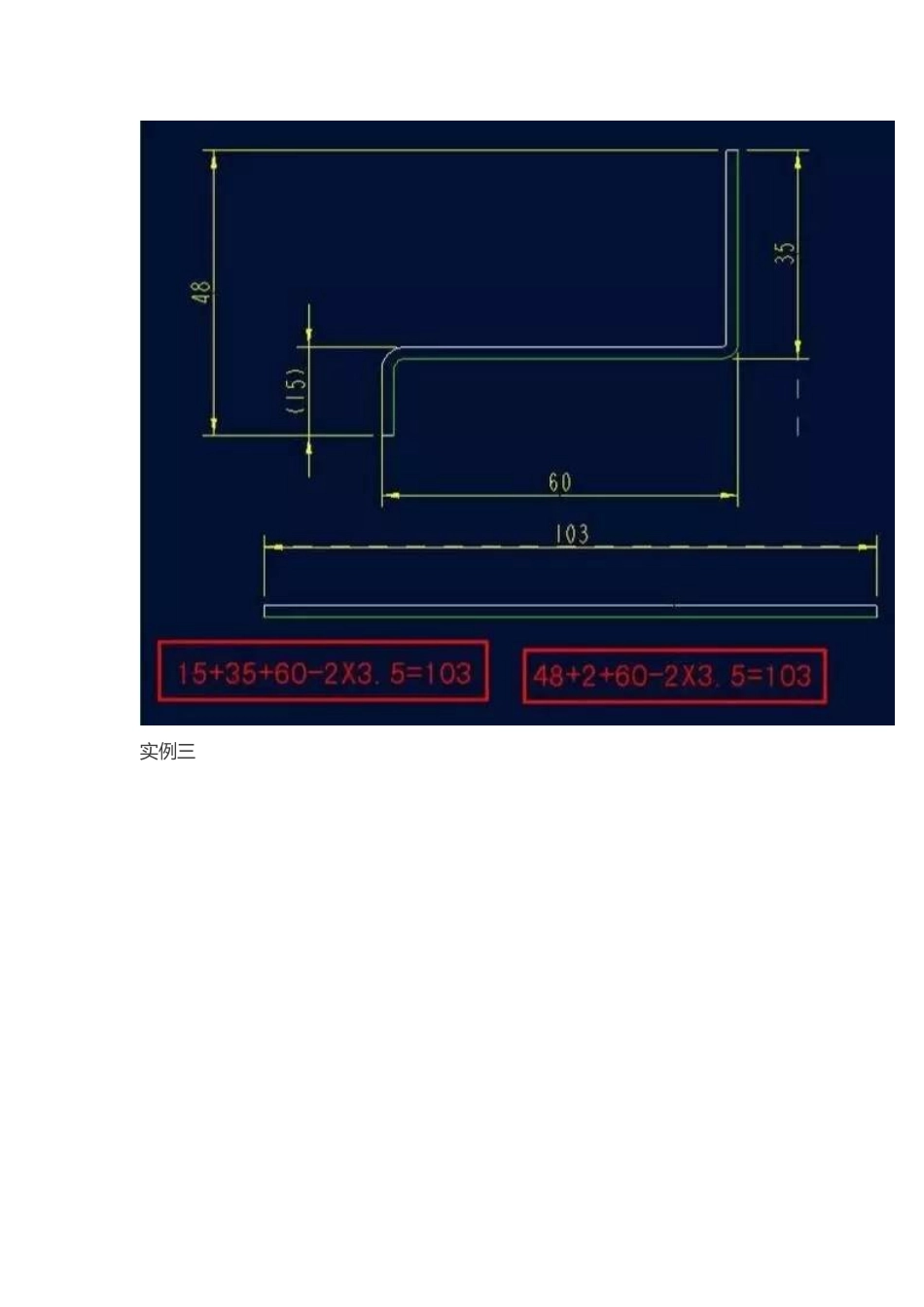
一般冷轧钢板的K值(条件:90度弯,标准折弯刀具)实例一实例二实例三不规则折弯按K因子=0
5,直接用AUTOCAD画中性层测量
如有偏差再根据具体情况调整
一般也差不了多少
折弯时调整下模槽宽也可将偏差的展开尺寸调整成合格的折弯外形(当然在一定的范围内)
还有一外钣金件总有一些壁外形偏差允许大一些,可将偏差累积到那些壁去
热爱教育事业,爱好互联网行业